


Contact Us
All of your quotes will be answered within 2 hours by our professional sales support.
Industry News
 Home / News / Industry News / Y-Axis Lathes vs. Traditional CNC Lathes: 10 Key Differences Manufacturers Need to Know
Home / News / Industry News / Y-Axis Lathes vs. Traditional CNC Lathes: 10 Key Differences Manufacturers Need to Know  2026.06.19
2026.06.19
 Industry News
Industry News
Contents
As the demand for precision manufacturing continues to evolve, Y-axis lathes are increasingly becoming a focal point for manufacturing enterprises. Compared to traditional CNC lathes, Y-axis lathes incorporate a third motion axis, significantly expanding the range of machining operations that can be performed in a single setup. This article systematically outlines the key differences between these two types of equipment across ten dimensions, helping procurement decision-makers and engineers gain a clearer understanding of the technical value and application scenarios of Y-axis lathes.
In the field of CNC machining, conventional lathes typically feature two axes of motion: the X-axis (radial feed) and the Z-axis (axial feed). A Y-axis lathe builds upon this by adding a Y-axis perpendicular to the X-Z plane, allowing the cutting tool to move freely within three-dimensional space.
This structural enhancement enables the lathe to go beyond the machining of external surfaces, internal bores, and threads on rotational parts; it also allows for operations such as milling, drilling, and tapping to be performed on a single machine, truly realizing turn-mill composite machining. Y-axis lathes often utilize a slant-bed design—typically with an inclination angle of 30° to 45°—which enhances structural rigidity, improves chip evacuation, and provides a stable geometric foundation for Y-axis movement.
Traditional CNC lathes primarily feature two axes (X and Z), with some models equipped with a C-axis for indexing. In contrast, Y-axis lathes come standard with X, Y, and Z-axis simultaneous motion; combined with a C-axis and a live-tool turret, they form a comprehensive multi-axis machining system. The increased number of axes directly determines the geometric complexity of parts the machine can produce.
With traditional CNC lathes, if off-center holes or side features require milling after the turning process, the workpiece usually must be transferred to a machining center for a secondary setup. Y-axis lathes can perform turning, milling, drilling, and tapping in a single setup, reducing workpiece transfer between machines and effectively minimizing cumulative errors caused by multiple setups.
This is the distinct capability difference between Y-axis lathes and traditional lathes. For parts requiring holes, slots, or flat surfaces at non-central locations, traditional lathes rely solely on C-axis rotation for positioning, which imposes significant limitations on machining off-center features. The addition of the Y-axis allows the tool to move linearly in the radial direction, meeting the geometric requirements for off-center milling and drilling.
Because Y-axis lathes reduce the number of times a workpiece must be repositioned, the relative positional accuracy between features is generally better than that of traditional processes involving multiple setups. This advantage is particularly significant for precision parts with tolerances within 0.01 mm.
Traditional CNC lathes excel at the mass production of rotational parts—such as shafts and discs—offering simple structures and fast cycle times. Y-axis lathes are better suited for parts with complex shapes and diverse features, such as pump bodies with off-center holes, fittings with side slots, and medical implants requiring multi-face machining.
Y-axis lathes typically feature a slant-bed design, with bed inclination angles ranging from 30° to 45°. Slant-bed structures outperform flat-bed designs in terms of gravity-assisted chip evacuation, control of thermal deformation in the spindle, and overall rigidity. Traditional CNC lathes predominantly feature flat-bed or low-angle bed structures; while they offer lower manufacturing costs, their rigidity is somewhat insufficient for heavy-duty, continuous cutting operations.
Y-axis lathes are typically equipped with live tooling turrets, where rotating tool stations drive tools such as milling cutters and drills. Traditional CNC lathes lacking live tooling turrets cannot perform milling operations. The combination of a live tooling turret and a Y-axis serves as the core hardware foundation enabling the turn-mill capabilities of Y-axis lathes.
Some Y-axis lathes offer an optional sub-spindle, enabling automatic part transfer from the main spindle to the sub-spindle for back-side machining without manual intervention. This configuration offers significant efficiency advantages for the fully automated production of small, precision parts. Traditional CNC lathes offer relatively limited support for sub-spindle integration.
Due to their complex structures and high level of functional integration, Y-axis lathes typically have a higher initial purchase cost than traditional CNC lathes of similar specifications. However, viewed across the entire production lifecycle, the reduction in the number of machines, tooling and fixture investments, staffing requirements, and logistics/handling costs often yields a comprehensive cost advantage in the medium to long term—making them particularly suitable for high-mix, small-to-medium batch production.
Traditional CNC lathes feature relatively simple program structures, allowing operators to become proficient quickly. Y-axis lathes involve multi-axis coordinated programming and require robust CAM software support; programmers must possess process knowledge regarding turn-mill machining. However, as mainstream CAM software continues to improve its support for multi-axis turning, this barrier to entry is gradually lowering.

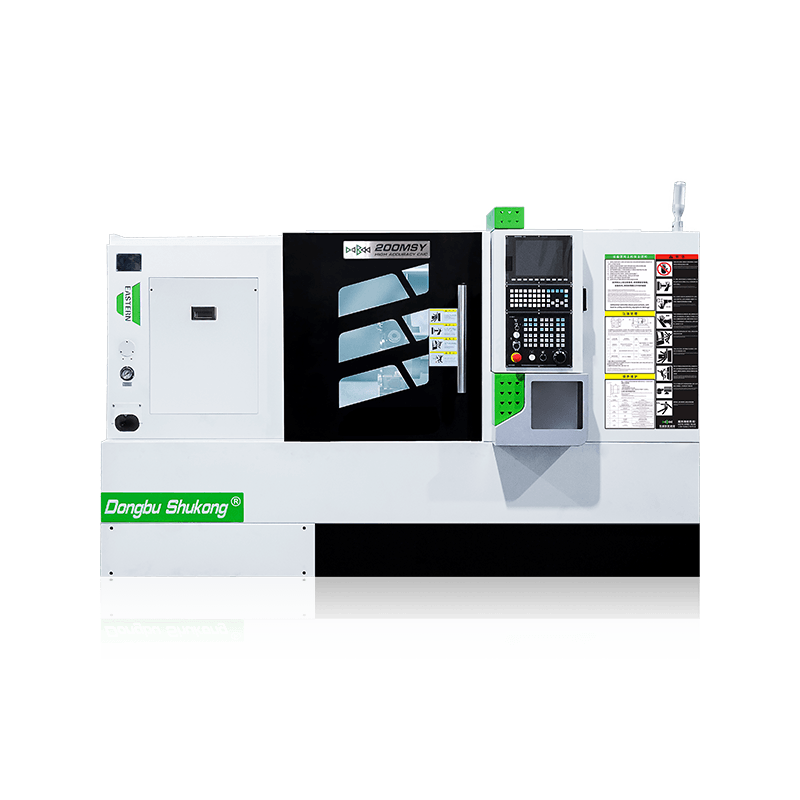
Dongbu CNC’s Y-axis slant-bed lathe (e.g., the 200MSY/100MSY series) is a multitasking machine tool that integrates turning and milling capabilities, making it ideal for processing various shaft and disc-type components. The series features a 30°–35° slant-bed design, which effectively improves chip evacuation, keeps the machining zone clean, and enhances overall structural rigidity.
Its core strength lies in the high-rigidity Y-axis interpolation structure. By coordinating the X-axis with an auxiliary axis, the machine achieves precise off-center milling, drilling, and tapping. It allows multiple processes—such as turning, milling, and drilling—to be completed in a single setup, significantly reducing the need for re-clamping and improving part consistency. Additionally, it is equipped with a high-precision permanent magnet synchronous built-in spindle, a BMT live-tool turret, and roller-type linear guideways, ensuring stable cutting performance and high repeatability.
An optional sub-spindle configuration further supports simultaneous machining on both ends, making it suitable for automotive components, aerospace parts, and general machinery manufacturing. The machine is user-friendly, compatible with various CNC systems, and has a moderate footprint; it effectively boosts production efficiency while lowering overall processing costs, making it a reliable choice for machining complex parts in small to medium batches.
Y-axis lathes are widely used in the following sectors:
For parts in these industries requiring high precision and the integration of multiple features, the comprehensive machining capability of a Y-axis lathe often outperforms the split-process approach of combining traditional lathes with machining centers.
The Y-axis on a lathe is a third axis of motion perpendicular to the traditional X-axis (radial direction) and Z-axis (axial direction). It allows the cutting tool to move linearly within a horizontal plane, providing the geometric foundation for non-rotational machining features such as off-center milling and side drilling.
The core function of the Y-axis on a CNC lathe is to offset the tool from the spindle centerline to any radial position, enabling operations such as off-center hole machining, slot milling, and face milling. Unlike relying solely on C-axis rotational positioning, the Y-axis provides true linear displacement, resulting in enhanced machining accuracy and a broader range of geometric capabilities.
A Y-axis lathe is essentially a lathe platform with added Y-axis functionality, primarily targeting parts where turning is the dominant process and milling is secondary. In contrast, a mill-turn center features a more comprehensive configuration for milling capabilities—both structurally and functionally—making it suitable for complex parts that require a more balanced ratio of turning to milling. The two types of machines serve different purposes; selection should be based on a comprehensive assessment of the part's specific manufacturing requirements.
The inclination angle of the machine bed affects chip evacuation direction, structural rigidity distribution, and thermal deformation patterns. A 30° angle strikes a balance between rigidity and chip evacuation, making it suitable for medium-sized parts; a 45° angle offers better chip evacuation, making it ideal for heavy-duty cutting applications. The choice of angle requires a comprehensive assessment of the workpiece material, part dimensions, and cutting parameters.
Thanks to their high level of integration, Y-axis lathes are highly adaptable to high-mix, low-volume production. The ability to complete multiple processes in a single setup reduces changeover time; for orders ranging from tens to hundreds of units, the overall efficiency often surpasses that of a production line consisting of multiple single-function machines.
RECOMMENDED PRODUCTS
All of your quotes will be answered within 2 hours by our professional sales support.
Use reliable parts and components to ensure product quality.
You can expect your order fulfilled within 60 days after placing the order.
All our products come with a one-year warranty.
Shangma Industry Area, Shitang Town, Wenling City, Taizhou, Zhejiang, China.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Machine Tool Manufacturer Privacy Policy