

Contact Us
All of your quotes will be answered within 2 hours by our professional sales support.
Industry News
 2026.06.05
2026.06.05
 Industry News
Industry News
Contents
A Sub Spindle Lathe is an advanced version of a standard CNC lathe that incorporates an additional sub-spindle capable of independent rotation and programming. Once the main spindle completes the turning operations on the front side of a workpiece, the sub-spindle directly grips the workpiece, flips it over, and proceeds to complete the machining of the back or end face. This entire process is executed within a single machine, eliminating the need for manual part handling, fixture changes, or tool resetting.
While this structural modification may sound simple, its impact on high-volume, repetitive manufacturing is cumulative. Consider a production line manufacturing 500 parts per day: if traditional processes require two separate clamping operations, a sub-spindle lathe directly eliminates 500 workpiece-flipping operations—along with the associated 500 instances of tool-setting time and the cumulative errors introduced by repeated clamping.
The primary advantage of a sub-spindle lathe lies not merely in its "speed," but rather in its ability to minimize the transitional losses between machining stages—specifically, the number of times the workpiece is flipped, clamped, or reset. With every reduction in these steps, a potential source of error is eliminated, and the overall cycle time is shortened.
When traditional CNC lathes are used to machine workpieces requiring turning operations on both ends, the standard procedure typically involves the following steps: the main spindle completes front-side machining → machine stops → manual part removal → fixture change or chuck adjustment → re-clamping → tool setting → resumption of machining on the back side. While this workflow may appear unproblematic when processing a single unit, in a high-volume production environment involving hundreds or thousands of parts, every instance of flipping the workpiece represents a fixed period of machine downtime.
Lathes equipped with a sub-spindle employ a different approach. Once the main spindle has finished machining the front side, the sub-spindle moves directly into position to receive the part, gripping the workpiece's end face. The main spindle then releases its grip, completing the seamless transfer of the workpiece, and the sub-spindle immediately commences machining the back side. This entire transfer process can be completed within a matter of seconds, requiring no manual intervention and eliminating the need for downtime while waiting.
This distinction is particularly pronounced for the following categories of workpieces:
Machining errors can stem from numerous sources, among which clamping errors are a category that is often underestimated. Every time a workpiece is re-clamped, its positioning datum undergoes a shift. Even if the machine operator is highly skilled and the chuck possesses exceptional repeatability, the cumulative errors resulting from these repeated clamping operations remain an objective reality.
The advantage of a lathe equipped with a sub-spindle lies in this specific aspect: throughout the entire machining process—from raw bar stock to finished product—the workpiece undergoes only a single clamping operation. The transfer of the workpiece between the main and sub-spindles is a mechanically driven, program-controlled process; consequently, the repeatability of the positioning is determined by the inherent precision of the machine tool itself, rather than by the consistency of manual operator intervention.
| Error Source | Traditional Method (Two Clamping Operations) | Sub-spindle Method (Single Operation) |
| Chuck Repositioning Error | Occurs twice; errors are cumulative | Occurs once on the main spindle; sub-spindle transfer precision is determined by the machine tool |
| Manual Tool Setting Error | Tool setting must be recalibrated after every clamping operation | The program automatically resumes after the sub-spindle flips the workpiece; no recalibration of tools is required |
| Secondary Positioning Datum Error | Datum surface may exhibit indentations or deformation after flipping the workpiece | Sub-spindle picks up the workpiece directly; contact time on the datum surface is minimal |
| Batch-to-Batch Consistency | Dependent on the operator technique, significant variation between batches | Mechanically controlled transfer; batch-to-batch consistency is highly stable |
For precision shaft-type components with tolerance requirements ranging from ±0.01 mm to ±0.03 mm—or for small-scale parts in the medical industry that demand exceptionally high dimensional consistency—the improvement in precision resulting from a reduction in clamping operations is a tangible benefit that can be directly verified during the quality inspection phase, rather than remaining merely a theoretical improvement.
Cycle time is one of the core metrics used to measure a machine tool's output capacity. On CNC lathes equipped with sub-spindles, cycle time reduction is achieved on two levels: first, through the direct elimination of time spent on part flipping and re-clamping; and second, because the main and sub-spindles can operate partially in parallel, further compressing the total machining duration.
In a sub-spindle configuration, while the main spindle is machining the front side of the next workpiece, the sub-spindle is simultaneously completing the back-side turning of the previous workpiece. This temporal overlap effectively "hides"—from a cycle-time perspective—a portion of the back-side machining time within the overall cycle. For workpieces where the machining times for the front and back sides are roughly equal, this parallel operation can compress the overall cycle time by 30% to 50%, depending on the specific distribution of machining operations between the two sides.
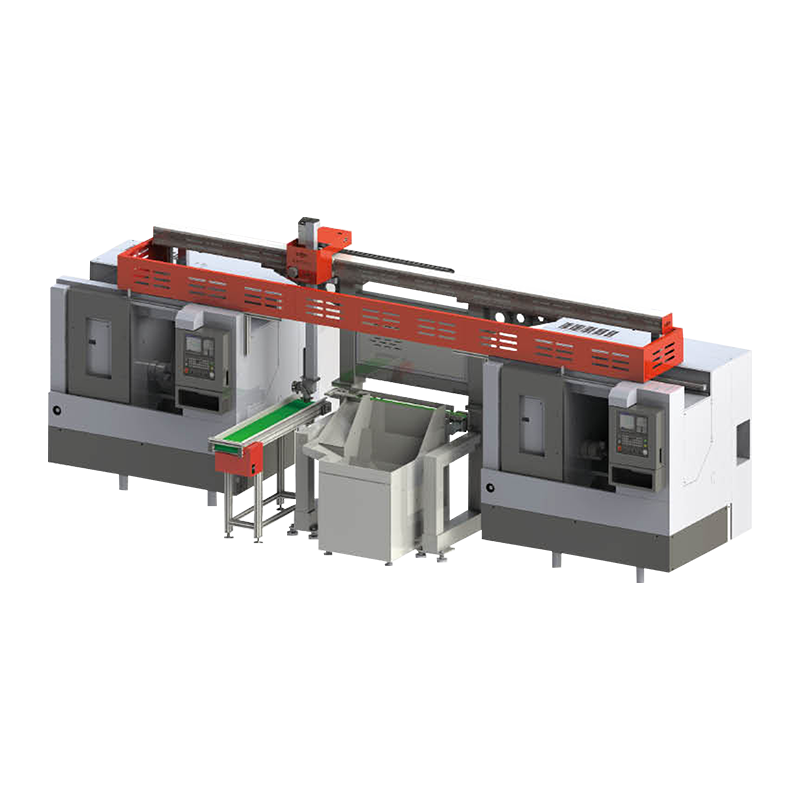
The combination of a sub-spindle CNC lathe and an automatic bar feeder represents one of the widely adopted production line configurations currently used for the batch turning of small, precision parts. Bar stock is fed in from one end, clamped and turned by the main spindle; upon completion, the sub-spindle takes over to perform the back-side turning, and the finished part is automatically ejected from the sub-spindle end. This entire process can run continuously with minimal human intervention.
This configuration demonstrates a high degree of suitability for the following industrial sectors and scenarios:
In addition to the three categories mentioned above, various small-scale precision parts requiring machining on both ends—such as hydraulic valve components, pneumatic fittings, and instrument housings—are also well-suited for production on sub-spindle lathes. When determining whether to adopt a sub-spindle lathe, a preliminary assessment can typically be conducted based on the following dimensions:
If the product requires turning on only one end, the value proposition of a sub-spindle is significantly diminished.
The capital investment required for a sub-spindle lathe is higher than that of a standard CNC lathe; therefore, a sufficiently large production volume is necessary to effectively amortize these fixed costs.
The cycle-time efficiency gains derived from the parallel operation of the main and sub-spindles are fully realized only when the machining times for the front and back sides are closely matched.
The tighter the tolerances and the higher the demands for concentricity, the more pronounced the precision benefits gained from minimizing the number of clamping operations become.
The full potential of a sub-spindle lathe to execute continuous, automated production runs can only be unlocked when it is integrated with a bar feeder system.
CNC lathes equipped with sub-spindles vary significantly in specifications and configurations across the market. When selecting a machine, the following parameters warrant particular attention:
| Parameter | Description | Reference Range (for Small to Medium-Sized Parts) |
| Sub-spindle Repositioning Accuracy | Influences the dimensional consistency of back-side machining; this is the critical accuracy-related metric requiring verification | ±0.002 mm to ±0.005 mm |
| Sub-spindle Max. Spindle Speed | Determines whether back-side machining can utilize cutting parameters comparable to those used for the front side | 4,000–8,000 rpm (depending on material) |
| Main/Sub-spindle Synchronization Accuracy | The rotational speed synchronization error during workpiece transfer affects workpiece positioning at the precise moment of handover | Within ±1 rpm |
| Bar Stock Through-hole Diameter | Determines the high diameter of bar stock that can be processed; must align with product specifications | φ20 mm to φ65 mm (common range) |
| Turret Tool Capacity | The greater the number of tool stations, the more extensive the machining operations that can be completed within a single clamping setup, thereby reducing downtime associated with tool changes | 12–20 tool stations |
The sub-spindle's repositioning accuracy is a metric that is often overlooked during the selection process, yet has a significant practical impact. Some equipment specification sheets list only the accuracy of the main spindle; the actual accuracy of the sub-spindle requires independent verification. When necessary, request that the manufacturer provide actual test data or arrange for sample part verification.
The ability of a Sub Spindle Lathe to reduce the need for secondary machining operations does not stem from a single technological breakthrough, but rather from structural design innovations that compress—or even eliminate—specific steps within the process workflow, such as part flipping, re-clamping, and tool setting. For high-volume precision parts requiring machining on both ends, this process compression yields measurable improvements in cycle time, dimensional consistency, and labor requirements.
Automotive components, medical parts, and precision shafts represent sectors with a relatively high density of sub-spindle lathe applications. Their common characteristics include high production volumes, tight tolerances, and a sensitivity to datum shifts between successive machining operations. If your production line involves a significant volume of parts requiring turning on both ends—and if current manual flipping and secondary clamping procedures have become bottlenecks regarding cycle time or dimensional accuracy—then evaluating the potential benefits of introducing a Sub Spindle Lathe is a highly recommended course of action.
RECOMMENDED PRODUCTS
All of your quotes will be answered within 2 hours by our professional sales support.
Use reliable parts and components to ensure product quality.
You can expect your order fulfilled within 60 days after placing the order.
All our products come with a one-year warranty.
sales@east-cnc.com
Shangma Industry Area, Shitang Town, Wenling City, Taizhou, Zhejiang, China.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Machine Tool Manufacturer Privacy Policy