



Contact Us
All of your quotes will be answered within 2 hours by our professional sales support.
Industry News
 Home / News / Industry News / Selection Guide for Y-Axis Turn-Mill Machines for Complex Part Machining
Home / News / Industry News / Selection Guide for Y-Axis Turn-Mill Machines for Complex Part Machining  2026.05.29
2026.05.29
 Industry News
Industry News
Contents
Manufacturing products are becoming increasingly "challenging to produce"—part geometries are growing more complex, times are shrinking, and tolerances are becoming tighter. Faced with this pressure, many factories have begun to re-evaluate their machining processes. One unavoidable question that arises is: Should we invest in a Y-Axis Turn-Mill Machine? Drawing from practical machining requirements, this article outlines the core capabilities of Y-axis turn-mill machines, the logic behind selecting key parameters, and their specific applications for typical parts—such as hydraulic fittings, medical components, aerospace connectors, and automotive bushings—serving as a reference for process engineers and procurement decision-makers.
When the topic of turn-mill machining comes up, many people's reaction is simply, "a lathe equipped with live tooling." Indeed, adding a live tool turret to a standard turning center allows for simple drilling and tapping operations to be performed concurrently with turning. However, the problem lies in the fact that such machines possess only X and Z axes; consequently, the live tooling can only operate along the part's central axis. The moment a part requires eccentric holes, radial milling slots, or offset faces, it becomes impossible to complete the job within a single clamping setup; the part must still be transferred to a separate machining center for an additional operation.
The introduction of the Y-axis resolves precisely this issue. The cutting tool can now shift in a direction perpendicular to the main spindle axis. Features that previously required a second clamping setup—such as eccentric holes, keyways, and angled surfaces—can now be handled directly on the lathe. Eliminating one clamping step means eliminating one realignment process, thereby reducing the opportunity for cumulative errors to occur. For parts with strict tolerance requirements, this difference is visibly evident in the final product.
The Y-axis travel range directly determines how far the cutting tool can offset from the center axis. When machining products containing eccentric features—such as hydraulic fittings or medical components—a Y-axis travel range of ±52 mm is typically sufficient to meet the requirements of moderately complex parts. However, if the product features large-diameter offset elements, it is advisable to specify a range of ±80 mm or even larger to ensure adequate process clearance.
The actual cutting capability of a live tool is more closely correlated with its power output than with its rotational speed. When machining materials such as stainless steel or titanium alloys, a combination of low speed and high torque is generally more practical than high-speed operation. If your product line includes aerospace-grade aluminum alloy components that require high-speed milling, you should then prioritize a high-speed configuration. If your applications demand both high torque and high speed, you must verify whether the machine tool supports a dual-speed-range tool interface or if the live tools are equipped with independent servo drives.
The value of a sub-spindle depends on whether precision machining is required on both ends of the workpiece. For parts featuring mating surfaces on both ends—such as automotive bushings or hydraulic fittings—manually flipping the workpiece to machine the reverse side makes it difficult to guarantee concentricity; furthermore, each manual flip introduces a potential point of quality risk. With a sub-spindle, the workpiece is transferred directly within the machine tool; this creates a closed, integrated process that significantly reduces potential sources of error.
After several hours of continuous operation, the machine tool's bed and spindle inevitably undergo thermal deformation, which manifests dimensionally as "drift." High-quality machine tools typically feature oil-cooling systems for the spindle and ball screws, and some are further equipped with real-time thermal compensation algorithms. This specific detail may not always be explicitly listed in the technical specifications sheet; therefore, when selecting a machine tool, it is advisable to specifically inquire about this feature with the supplier.
The following four product categories represent the primary application areas for Y-axis turn-mill centers, each presenting specific requirements regarding the machine tool's capabilities:
Taking hydraulic connectors as an example, a high-pressure connector typically requires turning the outer diameter, boring the inner hole, machining several radial through-holes, and finally cutting the pipe threads and finishing the sealing cone surface. If these operations are split between two separate machines, the secondary fixturing and alignment process alone consumes considerable time, and maintaining hole position accuracy within the strict tolerances specified in the engineering drawings becomes extremely difficult. By consolidating these operations onto a single Y-axis turn-mill machining center, the workflow is streamlined from two distinct stages into one. This integration typically results in a 30% to 50% reduction in total machining time, while also significantly improving the consistency of hole positioning.
When evaluating whether to adopt turn-mill machining technology, many enterprises inevitably compare it against their existing production setup—specifically, the traditional combination of a lathe paired with a machining center. The following outlines the differences between the two solutions across several practical dimensions:
| Comparison Dimension | Traditional Multi-Machine Combination Solution | Y-Axis Turn-Mill Machining Center Solution |
| Clamping Operations | 2–4 times (depending on the number of processes) | 1 time (or once per side if a sub-spindle is included) |
| Accumulated Positioning Error | Multiple re-clampings; inconsistent datum references | Unified datum reference; fewer sources of error |
| Work-in-Process (WIP) Between Processes | Significant queuing/waiting time; long cycle times | Tight production rhythm; minimal WIP |
| Equipment Footprint | Multiple machines required; larger overall footprint | Single integrated unit; smaller footprint |
| Operators Required | Typically requires multiple operators managing separate machines | A single operator can oversee the entire process |
| Production Changeover Flexibility | Longer changeover times | Rapid program switching; ideal for high-mix, low-volume production |
| Initial Equipment Investment | Phased purchasing; lower financial pressure per transaction | Relatively higher one-time upfront investment |
| Suitable Part Types | Products with simple processes and large production volumes | Products with complex geometries and high precision requirements |

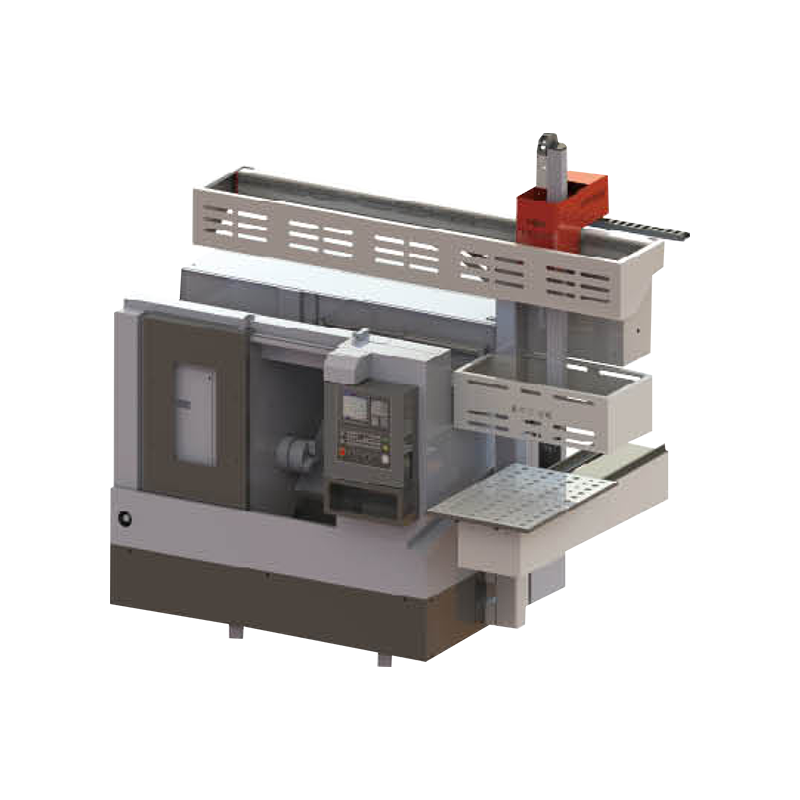
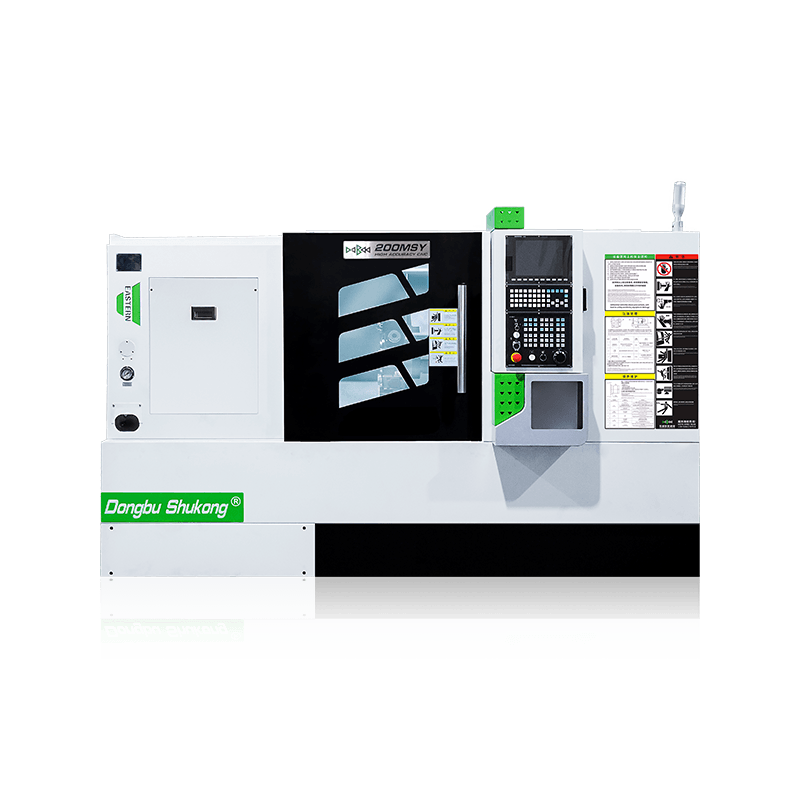
Taizhou Eastern CNC Technology Co., Ltd. is a renowned domestic manufacturer and R&D specialist of CNC machine tools. Its product portfolio encompasses a diverse range of series, including slant-bed CNC lathes, turn-mill centers, and vertical machining centers. With a workforce exceeding 650 employees, the company distributes its products to markets across the globe. The 100MSY series represents a flagship Y-axis turn-mill model developed by the company specifically for the machining of complex shaft and disc-type components. It supports OEM customization and is ideally suited for the mass production of small to medium-sized precision parts.
The 100MSY features a 30° slant-bed structure, offering high bed rigidity and efficient chip evacuation. Y-axis functionality is achieved through the synchronized interpolation of two axes—a diagonal intermediate slide and a horizontal main slide. This design ensures that the cutting tool maintains high contact rigidity during milling operations, rather than relying on simple offset simulation; this approach has a direct and positive impact on the machining quality of eccentric holes and radial slots. The machine comes standard with a 12-station powered turret, enabling the continuous execution of various processes—including turning, milling, boring, drilling, tapping, and reaming—within a single workpiece setup, thereby eliminating the need for workpiece transfer.
RECOMMENDED PRODUCTS
All of your quotes will be answered within 2 hours by our professional sales support.
Use reliable parts and components to ensure product quality.
You can expect your order fulfilled within 60 days after placing the order.
All our products come with a one-year warranty.
sales@east-cnc.com
Shangma Industry Area, Shitang Town, Wenling City, Taizhou, Zhejiang, China.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Machine Tool Manufacturer Privacy Policy