
Contact Us
All of your quotes will be answered within 2 hours by our professional sales support.
Industry News
 Home / News / Industry News / Dual-Turret vs. Dual-Spindle CNC Lathes: Key Differences for Selecting a Machining Center
Home / News / Industry News / Dual-Turret vs. Dual-Spindle CNC Lathes: Key Differences for Selecting a Machining Center  2026.06.26
2026.06.26
 Industry News
Industry News
Contents
Double-turret CNC lathes and dual-spindle CNC lathes are two machine tool configurations frequently discussed together in the field of precision parts manufacturing. While both aim to boost efficiency, they address different challenges: one focuses on the tooling side, while the other focuses on the spindle side. Confusing these concepts can easily to poor equipment selection. This article breaks down the differences—covering structural logic, process suitability, and maintenance costs—to help buyers avoid common pitfalls during the selection process.
When encountering these machine types, many people mistakenly view them as mere variations of the same equipment. In reality, their fundamental design philosophies differ significantly.
The core concept behind the double-turret CNC lathe is simple: if a single turret lacks sufficient tool stations, simply add another. The two turrets operate independently, each capable of holding different types of tools. Coordinated by the CNC system, they can cut the workpiece simultaneously or in an alternating sequence. The logic for reducing cycle time is straightforward: with two tools cutting at once, the process naturally takes less time.
The approach taken by the dual-spindle CNC lathe is entirely different. Its focus is not on "how many tools cut simultaneously," but rather on "how far the workpiece can progress within the machine." Once the main spindle completes the front-side operations, the workpiece is transferred directly to the sub-spindle—without leaving the machine or requiring manual flipping—to complete the back-side or end-face machining. The entire process is completed within a single clamping cycle.
In short: the double-turret design expands the tooling dimension, whereas the dual-spindle design expands the workpiece flow dimension. To make the right choice, identify where your bottleneck lies—tooling or workpiece flow—and the correct direction becomes clear.
While the double-turret CNC lathe is not a universal solution, it offers distinct advantages in specific scenarios.
The two turrets can work collaboratively—for instance, one handles the outer diameter while the other simultaneously machines the inner bore or end face. For workpieces with features concentrated at one end and requiring numerous machining steps, this synchronous cutting mode can significantly reduce cycle times. The larger the batch size, the more pronounced the cumulative effect of this time saving becomes.
A dual-turret setup effectively doubles the number of available tool stations. For part families requiring diverse operations and frequent tool changes, single-turret machines often face a shortage of tool stations, forcing compromises. Dual-turret configurations offer greater flexibility in tool layout, thereby reducing downtime caused by tool station limitations.
Slender shafts and tubular components are prone to vibration during turning due to excessive overhang. A dual-turret configuration allows for a division of labor where one turret performs the cutting while the other provides auxiliary support, thereby improving machining stability for long shaft components.
While the value of dual turrets lies primarily in cutting efficiency, the value of dual spindles is found more in workholding management and machining completeness.
Every time a workpiece is re-clamped, the reference datum must be re-established. For parts with strict requirements regarding coaxiality and end-face perpendicularity, cumulative errors arising from multiple clamping operations remain a source of uncertainty, even with highly precise positioning systems. Dual-spindle machines integrate front- and back-side machining into a single clamping cycle, structurally eliminating the stage where such errors accumulate.
When performing front- and back-side machining on a single-spindle machine, operators must manually flip the workpiece and re-set the tools. On dual-spindle machines, workpiece transfer is automated by the control system, eliminating the need for an operator to stand by waiting to flip parts. This is highly significant for production lines with minimal staffing or for unmanned night-shift operations.
Components such as flanges, bearing housings, and short shafts typically feature machining requirements at both ends. These workpieces are the ideal application for dual-spindle lathes. The sub-spindle takes over the operations for the rear end, allowing the entire part to be machined in a single pass within the machine, ensuring both efficiency and consistency.
When selecting a machine, several dimensions of difference warrant careful evaluation.
Most dual-turret lathes are configured with a single spindle, requiring manual intervention to machine both the front and back sides. In contrast, dual-spindle lathes complete machining on both sides within the machine itself; the workpiece never leaves the machine, resulting in a more complete machining process chain.
For dual-turret machines, cycle time gains come from simultaneous cutting—two tools cutting at once reduces actual cutting time. For dual-spindle machines, gains come from eliminating non-cutting time—specifically, the time spent waiting for part flipping and re-clamping. These efficiency logics cannot be directly compared; the specific process steps required for the workpiece must be considered.
The maintenance logic for dual-turret machines is similar to that of conventional CNC lathes, and troubleshooting procedures for turret systems are generally familiar to technicians. Dual-spindle machines, however, incorporate an additional sub-spindle transfer mechanism and synchronization control logic. Consequently, the technical requirements for maintenance and troubleshooting are higher, demanding greater experience from maintenance personnel.
Both machine types fall into the mid-to-high-end CNC equipment category. While there is a price difference between them, cost is not the sole criterion for selection. Beyond the machine's purchase price, one must consider comprehensive costs such as production line modification, operator training periods, and spare parts times; relying solely on the purchase price can to a one-sided conclusion.
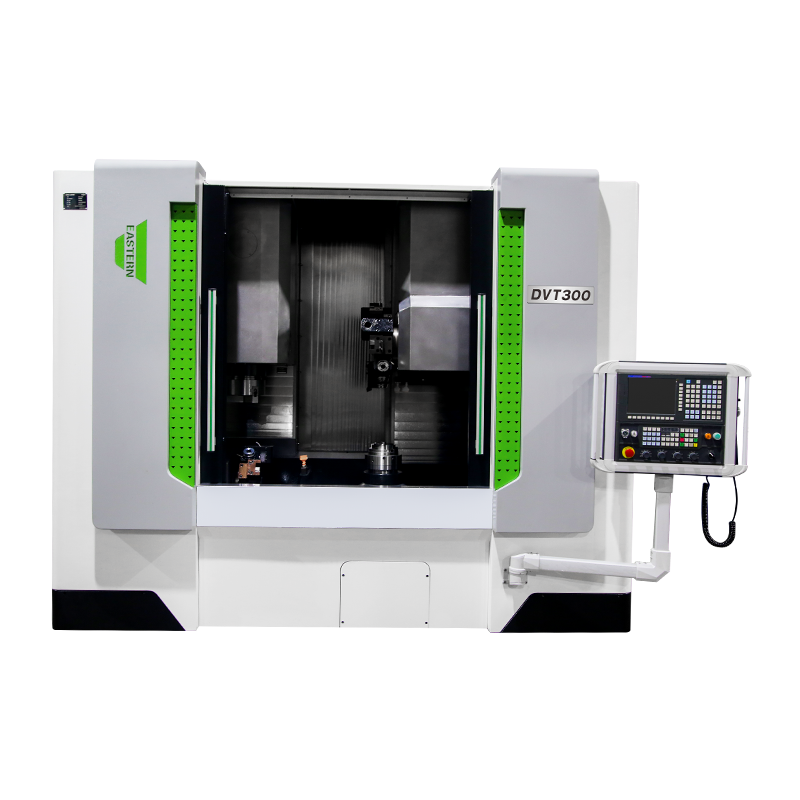
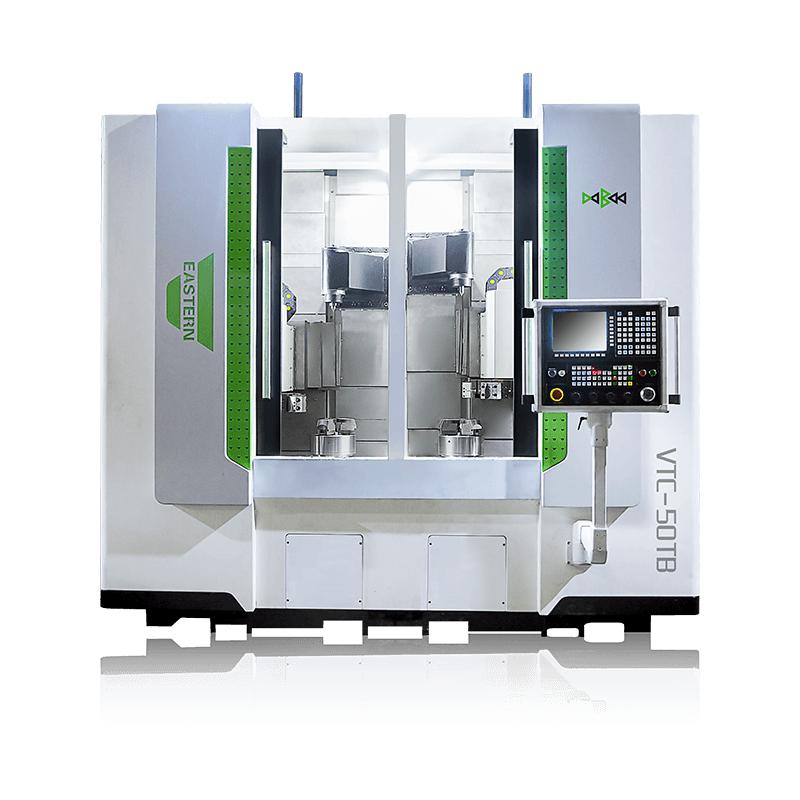
The DVT300 Dual-Spindle, Dual-Turret Vertical CNC Lathe is a high-efficiency, multi-tasking machining center developed by Taizhou Dongfang CNC Technology Co., Ltd. It leverages years of experience in vertical lathe manufacturing and integrates advanced domestic and international technologies. Featuring an innovative design with dual vertical spindles and dual turrets, the machine enables the simultaneous processing of two workpieces or the complete machining of both sides of a single workpiece in one clamping setup, drastically simplifying traditional sequential processes. Direct part transfer between spindles ensures clamping accuracy without the need for a robotic arm, boosting machining efficiency by up to 50% and significantly reducing labor costs.
The machine tool features a high machining diameter of 300 mm and a machining height of 400 mm. It is equipped with an 8-inch hydraulic chuck, a high-torque servo spindle, and a 12-station live-tool turret. It offers robust capabilities for turning, threading, and machining spherical, conical, and end-face surfaces, as well as grooves and complex rotational geometries; milling and drilling functions are available as options.
Each turret typically has its own independent servo-driven axes, allowing for independent positioning and feed under the multi-channel control of the CNC system. However, the degree of "independence" varies; implementation methods regarding axis allocation and interpolation control differ across brands and control systems. Some models support Y-axis expansion on the turrets, further increasing the degrees of freedom. Before purchasing, it is essential to verify the control system's channel configuration and how the two turrets are coordinated at the programming level.
Workpiece transfer relies on spindle synchronisation; at the moment of transfer, both spindles operate at the same rotational speed and phase, with clamping actions executed by the control system according to a preset sequence. Transfer accuracy is influenced by three factors: spindle encoder resolution, clamping system response speed, and the quality of control parameter tuning. For workpieces with strict coaxiality requirements, transfer parameters usually need to be verified repeatedly under actual machining conditions rather than simply using default settings.
When two sets of cutting forces act on the workpiece simultaneously, significant discrepancies in parameters can easily trigger workpiece vibration or fluctuations in spindle load. Common approaches include balancing the distribution of cutting depth and feed rates between the two turrets, staggering the entry times of the turrets during programming, and setting conservative cutting parameters for initial production runs—leaving a margin for system rigidity before gradually optimizing the settings.
The decision is primarily based on the workpiece's process requirements. If the workpiece is predominantly a rotational part with operations concentrated on the outer diameter, inner bore, and end faces, a dual-turret lathe is usually more efficient and targeted. If the workpiece involves significant milling, drilling, or tapping operations in addition to turning—especially when these operations are distributed across multiple planes—a turn-mill centre offers greater suitability. The boundary between the two is not absolute; process analysis is the direct method for making this determination.
Sub-spindle specifications vary significantly across different machine models. On some models, the sub-spindle is essentially equivalent to the main spindle in terms of power, speed range, and chuck size, allowing it to handle standard heavy-duty cutting tasks. On other models, the sub-spindle is designed for auxiliary finishing operations; with smaller specifications, it is better suited for light cutting or finishing passes. When selecting a machine, compare the sub-spindle's power and speed range against the actual cutting parameters required for the workpiece's rear-side operations to ensure they meet the needs and avoid compromising machining capabilities due to insufficient sub-spindle specifications.
RECOMMENDED PRODUCTS
All of your quotes will be answered within 2 hours by our professional sales support.
Use reliable parts and components to ensure product quality.
You can expect your order fulfilled within 60 days after placing the order.
All our products come with a one-year warranty.
Shangma Industry Area, Shitang Town, Wenling City, Taizhou, Zhejiang, China.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Machine Tool Manufacturer Privacy Policy