CDS200/CDS200L/CDS200M CNC Slant Bed CNC Lathe Machine with Bulit-in Spindle Supplier
 Home / Products / CNC Slant Bed Lathe / CDS200/CDS200L/CDS200M CNC Slant Bed CNC Lathe Machine with Bulit-in Spindle
Home / Products / CNC Slant Bed Lathe / CDS200/CDS200L/CDS200M CNC Slant Bed CNC Lathe Machine with Bulit-in Spindle 





CDS200/CDS200L/CDS200M CNC Slant Bed CNC Lathe Machine with Bulit-in Spindle
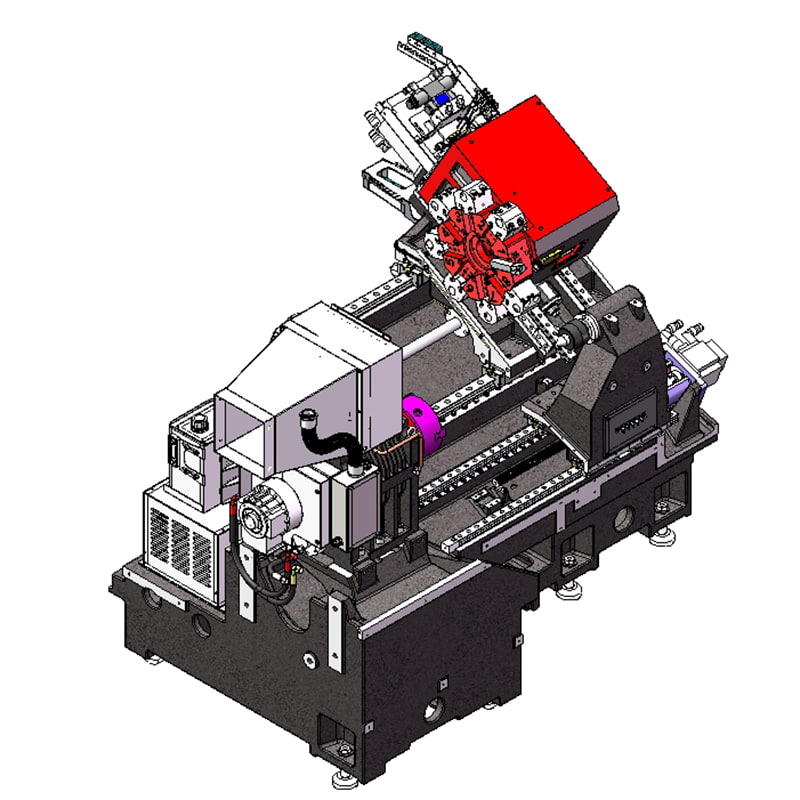
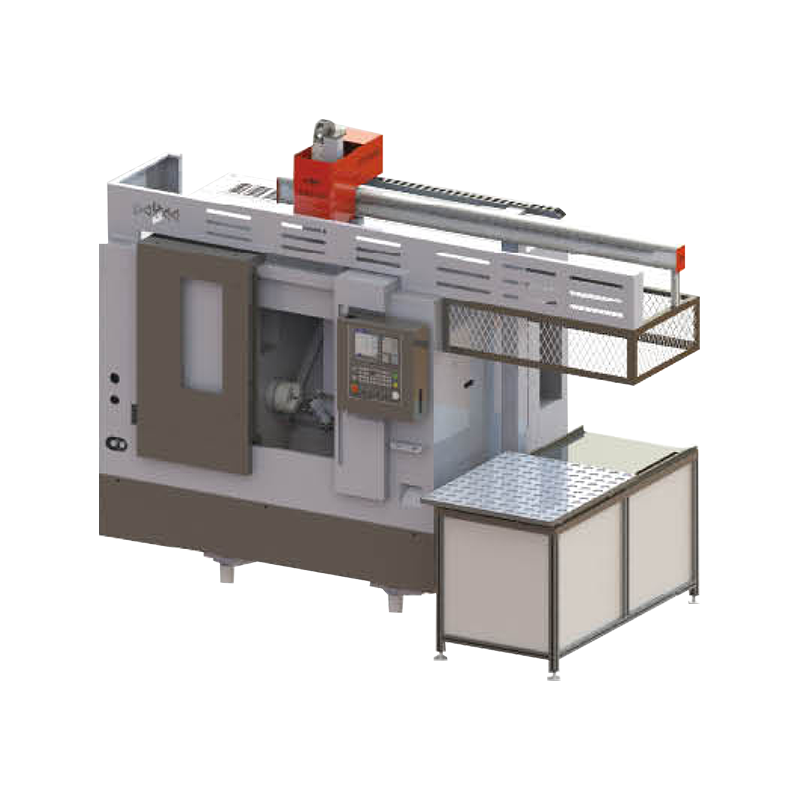
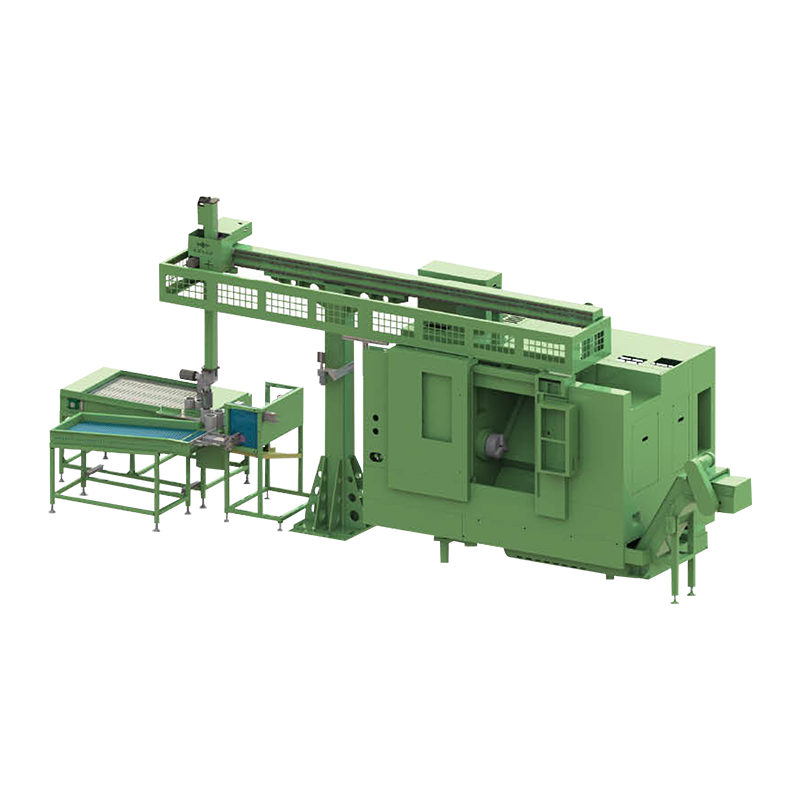
CDS200/CDS200L/CDS200M CNC Slant Bed Lathe With Bulit-in Spindle feeding system.
|
|
Maximum Machining Diameter: 300mm |
|
|
Maximum Machining Length: 370mm |
|
|
Chuck Size: 8" inch |



-
DETAIL PARAMETERS
-
VIDEO DISPLAY
CDS 200 Series Slant Bed CNC Lathe Machine Introduction
the X and Z axis servo motors are directly connected to the precision ball screw through elastic couplings, with high precision, and both ends of the screw are fixed, which improves the The support stiffness of the support seat minimizes the distortion and deformation of the screw caused by frequent high-speed positioning and heavy cutting. The bearings adopt a pair of precision bearings with 60-degree angular contact dedicated to the screw, which is high-speed and high-precision. The transmission uses linear rolling guides imported from Taiwan to meet high-speed and high-efficiency requirements, reduce friction resistance and temperature rise deformation, improve processing accuracy, and ensure the long-term stability of cutting accuracy. It adopts a high-rigidity hydraulic servo turret, optimizes compensation through the servo system, and cooperates with the servo spindle to achieve multi-axis linkage.
1. The synchronous built-in spindle drive promises superior output torque, and liquid cooling and air cooling are combined to ensure motor heat dissipation, guaranteeing the service life and machining precision ofthe spindle.
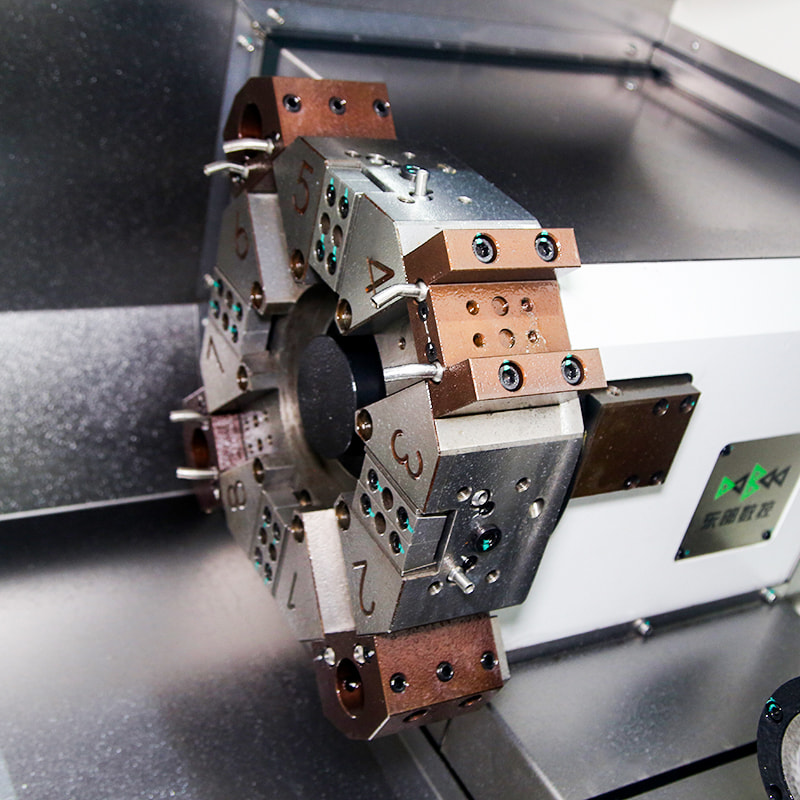
2. The integrated hydraulic servo turret is compact and reliably precise.
3. The bed guideway adopts a high and low rail design and is integrally cast with resin sand. With multiple aging and heat treatment processes, the machine can maintain optimal precision and rigidity for a long time.
4. Hydraulic monitoring and adjustment can be easily operated using knobs on the front panel.
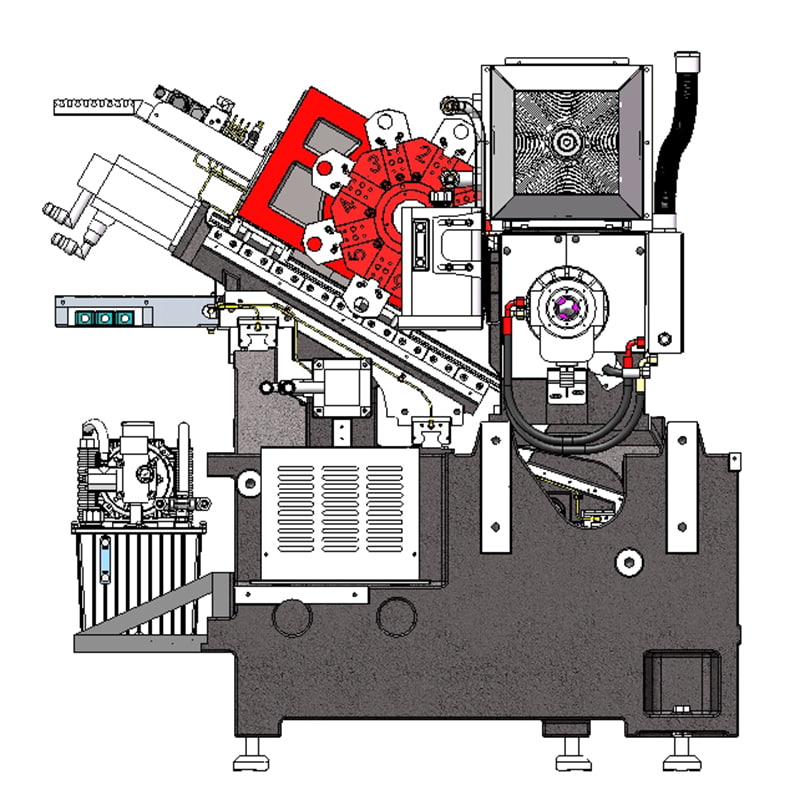
5. The ergonomic machine adopts 30° internal design, which makes the workpiece closer to the human body and facilitates chip discharge(rear or side chip discharge as needed).
Description of the basic structural features of the Lathe machine tool
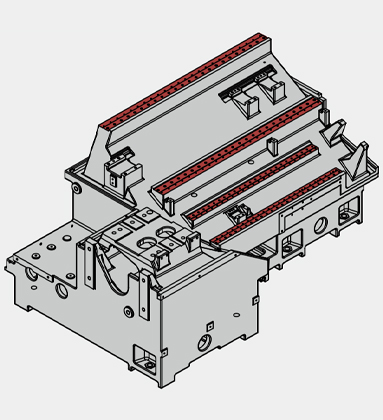
1, Bed
The bed adopts an integrated high-low rail bed design, with a thick-walled, multi-ribbed, multi-cavity structure to ensure heavy cutting capabilities. The bed is cast with high-quality resin sand, with good rigidity, good shock resistance, and smooth chip removal.
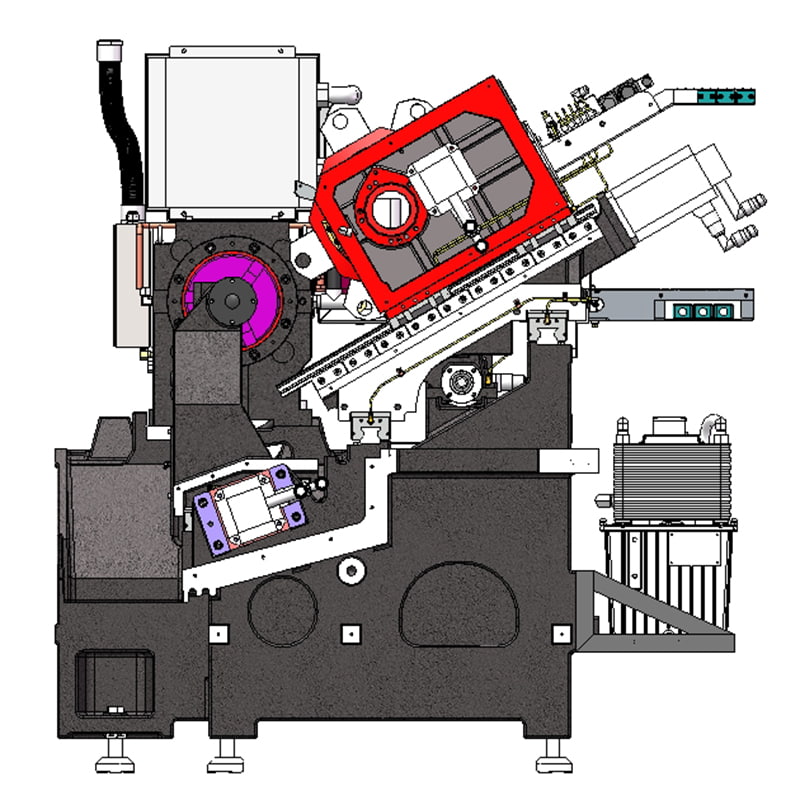
2, Spindle box
The spindle bearings use high-quality, high-precision bearings and a servo synchronous electric spindle, which provides high torque and stable output. The spindle box bearings use double-row cylindrical roller bearings and double-direction thrust angular contact bearings, which provide high rigidity. The heat dissipation adopts a structural design that reduces the thermal deformation of the spindle, enabling the spindle to maintain the relative stability of the spindle axis during long-term operation.
3, Feed system
The X and Z axis servo motors are directly connected to the precision ball screw through elastic couplings, with high precision. The two ends of the screw are fixed, which improves the support stiffness of the support seat, minimizes the distortion of the screw caused by frequent high-speed positioning and heavy cutting, and the bearings use 60-degree angular contact pairs of precision bearings for screws, with high speed and high precision.
4, Slide
The transmission adopts imported linear rolling guides from Taiwan to meet the requirements of high speed and high efficiency, reduce friction resistance and temperature rise deformation, improve processing accuracy, and ensure the long-term stability of cutting processing accuracy.
5, Turret
The high-rigidity hydraulic servo turret is adopted. Through the servo system optimization compensation, it cooperates with the servo spindle to realize multi-axis linkage, which can complete spindle positioning, rigid tapping, curved surface milling and other functions, greatly enriching the functions of the machine tool, improving the adaptability of the machine tool, and meeting the processing needs of various parts.
6, Hydraulic system
In addition to program control, the clamping, loosening and telescopic extension of the hydraulic chuck and the tailstock sleeve can be controlled by foot, which is convenient and fast. Hydraulic pressure adjustment adopts panel-type rotary operation, dial display, safe and convenient adjustment.
7, Lubrication device
The machine tool adopts an automatic centralized lubrication system, with timed and quantitative oil supply. The oil distributor adjusts the oil supply pressure according to the pressure requirements of different lubrication parts to ensure that any lubrication parts (such as guide rails, inserts, screws, nuts and other friction pairs) can be fully lubricated, and the lubrication system alarm function is set.
8, Cooling system
The inclined bed CNC lathe adopts full guide rail protection, and the cooling box and chip conveyor are separated from the main machine to ensure that the machine tool accuracy is not affected by thermal cutting.
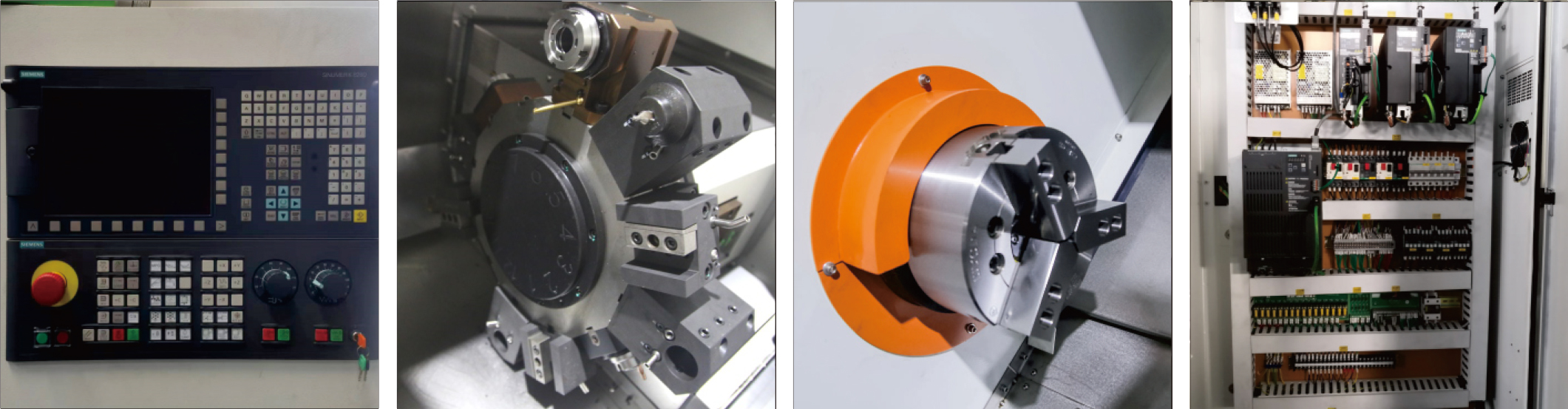
9, Electrical system
The machine tool electrical unit cabinet has good sealing performance and is equipped with an electrical cabinet air conditioner to ensure that the CNC system of the machine tool works normally under high temperature and high humidity environment.
10, Extreme anti-collision measures
The bearing seats at the extreme travel positions of the positive and negative directions of the axis are equipped with rubber buffer anti-collision devices to provide the final protection for the double nut ball screw pair from loss collision under abnormal conditions.
11, Safety protection
Fully protected inner sheet metal design and fully enclosed outer sheet metal design. The machine tool does not deform or vibrate when working. The inner protection guide rail, screw rod, nut and bearing are made of stainless steel telescopic cover. It is convenient to remove chips and clean machine chips.
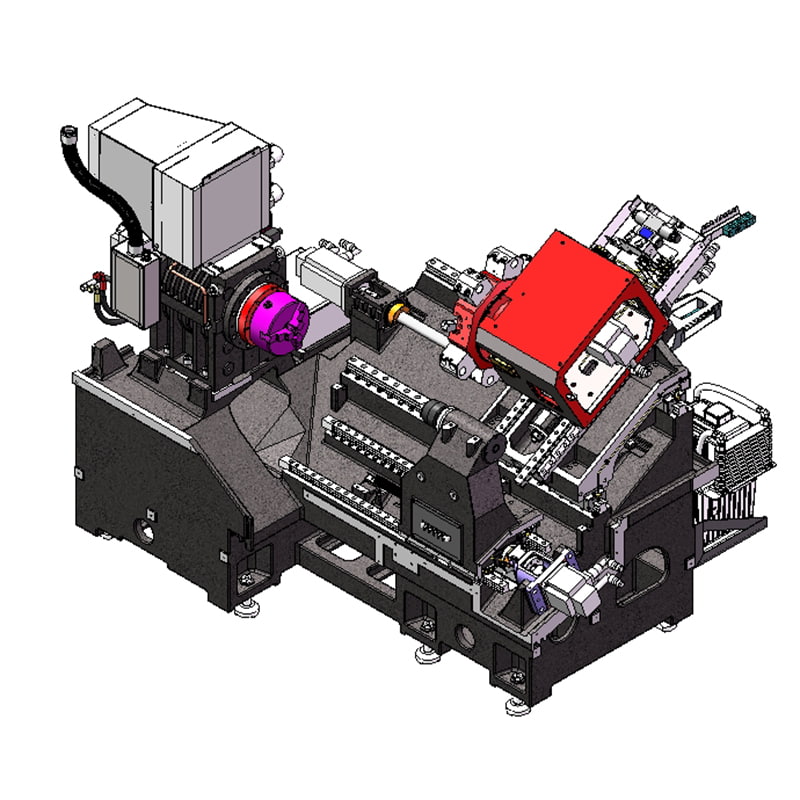
Main Parts of Slant Bed CNC Lathe
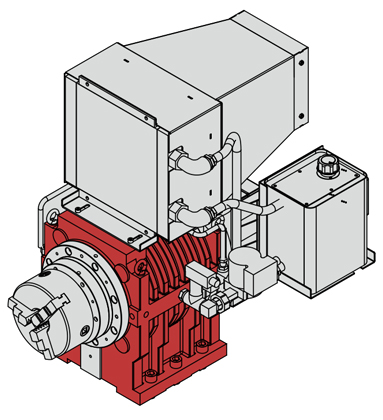 |
Built-In SpindleThe spindle is driven by a high-torque, high-efficiency, and high-performance permanent magnet synchronous motor. Additionally, P4 double-row short cylindrical roller bearings are adopted. This setup ensures the spindle's high precision, rigidity, and stability. Spindle Speed: 4000rpm Spindle Power: 18.5 kW Spindle Taper Hole: Ф62 mm |
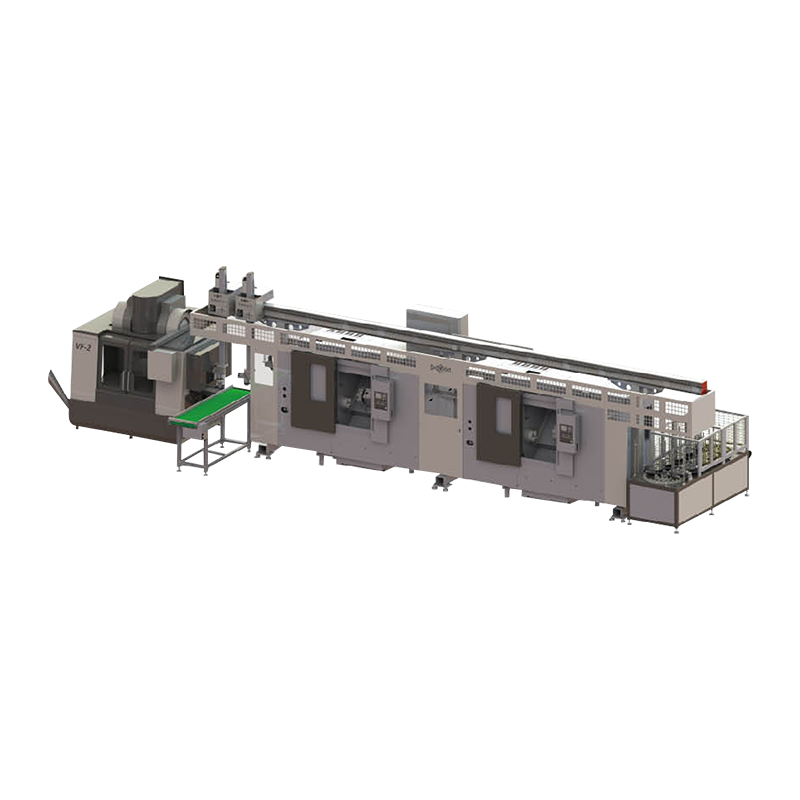
Guideway of the BedThe bed guideway adopts the 30° high-low rail structure used in Japanese-style machine tools, ensuring the rigidity, precision, and stability of the machine during heavy-cutting operations. The automated loading and unloading unit (if selected) is integrated with the machine, significantly reducing the floor space. X/Z-axis Travel: 190/400 mm X/Z-axis Rapid Traverse Speed: 25/25 m/min |
 |
CNC Slant Bed CNC Lathe Machine CDS Series Feature
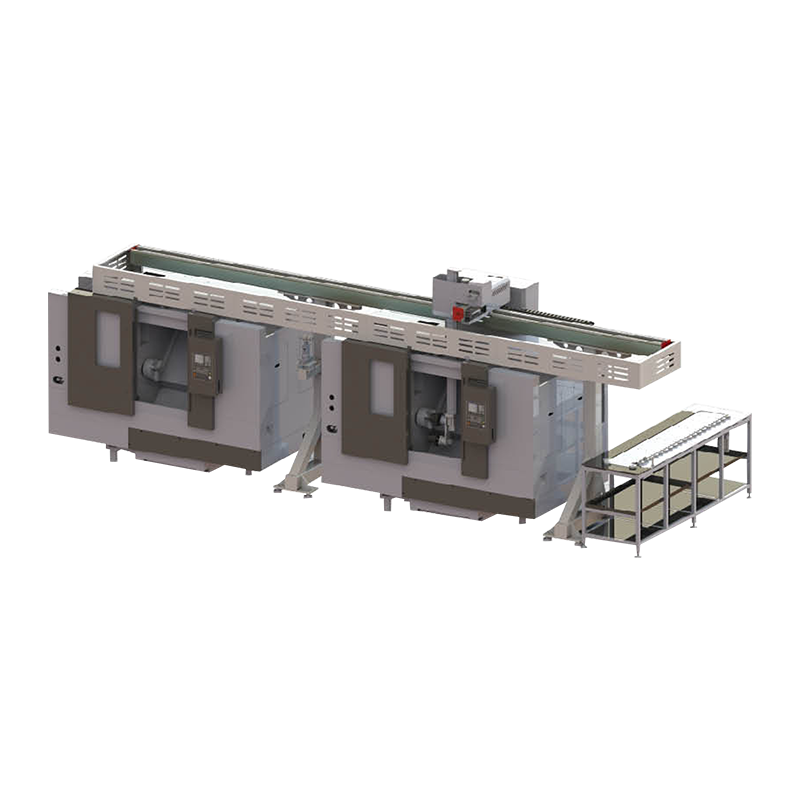
Adopts 30° Machine Bed, High Rigidity with Hydraulic Servo 10 Tool Post Turret, with Built-in Spindle (max spindle speed 4500rpm), Hydraulic Through Chuck, and Servo Programmable Tailstock, suitable for the Shaft and Plate Workpiece Processing.
|
Standard |
Optional |
|
1. SIEMENS 828D Basic Control System |
1. FANUC 0i-TF Plus Control System |
|
2. A2-8 |
2. GSK 988TA Absolute Control System |
|
3. Built-in Spindle |
3. RENEISHAW Auto Tool Setter |
|
4. Hydraulic Through Chuck 8inch |
4. 12 Post Driven Tool Turret(BMT55) |
|
5. Hydraulic Servo 10 Tool Post Turret |
5. Auto Bar Feeder |
|
6. Servo Programmable Tailstock |
6. Oil Skimmer |
|
7. Roller Linear Guideway |
7. Chip Conveyor |
CDS200 Slant Bed CNC Lathe Machine Specification
| Configuration | CDS200 | ||
| Machining Capacity | Maximum Swing Over Bed | φ/mm | 580 |
| Maximum Swing Over Slide | φ/mm | 300 | |
| Maximum Machining Length | mm | 370 | |
| Maximum Machining Diameter | φ/mm | 300 | |
| Maximum Diameter of Bar | φ/mm | 50 | |
| Built-in Spindle | Spindle Head Type | GB59001 | A2-6 |
| Spindle Taper Hole | φ/mm | 62 | |
| Spindle Speed Range | r/min | 50-4500 | |
| Spindle Output Torque | N·m | 109 | |
| Spindle Power | kW | 18.5 | |
| Chuck Type | Hydraulic Through Chuck | ||
| Chuck Size | inch | 8" | |
| Feed Rate | Rapid Traverse Speed On X-axis | m/min | 30 |
| Rapid Traverse Speed On Z-axis | m/min | 30 | |
| Servo Motor Torque On X-axis | N·m | 15 | |
| Servo Motor Torque On Z-axis | N·m | 15 | |
| Servo Motor Torque On Z1-axis | N·m | 6 | |
| X-axis Travel | mm | 190 | |
| Z-axis Travel | mm | 400 | |
| Z1-axis Travel | mm | 320 | |
| Guideway Type | Roller Linear Guideway | ||
| Turret | Turret Type | Hydraulic Servo 10 Tool Post Turret | |
| Turning Tools/Boring Bar Size | mm | 25×25/φ32(φ40 as optional) | |
| Tailstock | Tailstock Type | Servo Programmable | |
| Tailstock Sleeve Diameter | φ/mm | 74 | |
| Internal Taper of Tailstock Sleeve | MT5 | ||
| Power Source | Total Rated Power | KVA | 21 |
| Total Rated Current | A | 45 | |
| Dimension | Machine Weight | kg | 3700 |
| Machine Dimension | L*W*H(mm) | 2310×1820×1920 | |
Please note that there may be slight differences in appearance and parameter depending on your options.
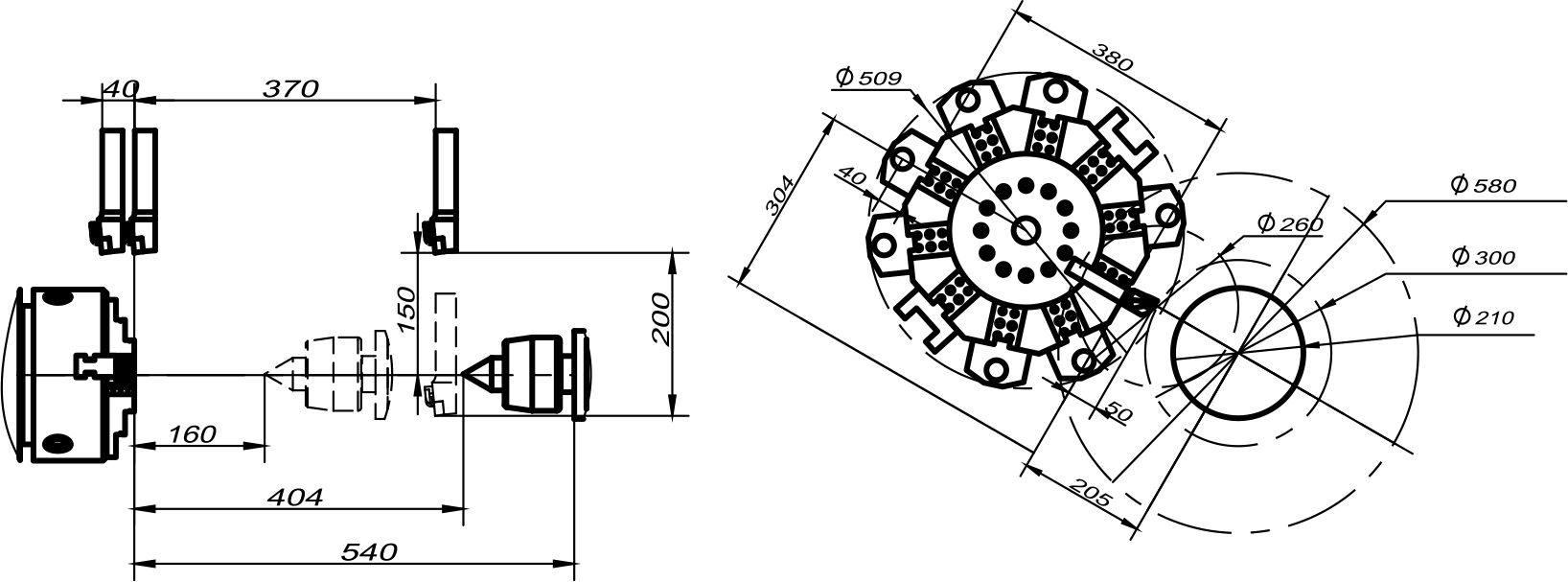
Tool Interferogram
CDS200L Slant Bed Lathe Machine Specification
| Configuration | CDS200L | ||
| Machining Capacity | Maximum Swing Over Bed | φ/mm | 580 |
| Maximum Swing Over Slide | φ/mm | 300 | |
| Maximum Machining Length | mm | 570 | |
| Maximum Machining Diameter | φ/mm | 300 | |
| Maximum Diameter of Bar | φ/mm | 50 | |
| Built-in Spindle | Spindle Head Type | GB59001 | A2-6 |
| Spindle Taper Hole | φ/mm | 62 | |
| Spindle Speed Range | r/min | 50-4500 | |
| Spindle Output Torque | N·m | 109 | |
| Main Motor Power | kW | 18.5 | |
| Chuck Type | Hydraulic Through Chuck | ||
| Chuck Size | inch | 8" | |
| Feed Rate | Rapid Traverse Speed On X-axis | m/min | 30 |
| Rapid Traverse Speed On Z-axis | m/min | 30 | |
| Servo Motor Torque On X-axis | N·m | 15 | |
| Servo Motor Torque On Z-axis | N·m | 15 | |
| Servo Motor Torque On Z1-axis | N·m | 6 | |
| X-axis Travel | mm | 190 | |
| Z-axis Travel | mm | 600 | |
| Z1-axis Travel | mm | 520 | |
| Guideway Type | Roller Linear Guideway | ||
| Turret | Turret Type | Hydraulic Servo 10 Tool Post Turret | |
| Turning Tools/Boring Bar Size | mm | 25×25/φ32(φ40 as optional) | |
| Tailstock | Tailstock Type | Servo Programmable | |
| Tailstock Sleeve Diameter | φ/mm | 74 | |
| Internal Taper of Tailstock Sleeve | MT5 | ||
| Power Source | Total Rated Power | KVA | 21 |
| Total Rated Current | A | 45 | |
| Dimension | Machine Weight | kg | 4000 |
| Machine Dimension | L*W*H(mm) | 2510×1820×1920 |
Please note that there may be slight differences in appearance and parameter depending on your options.
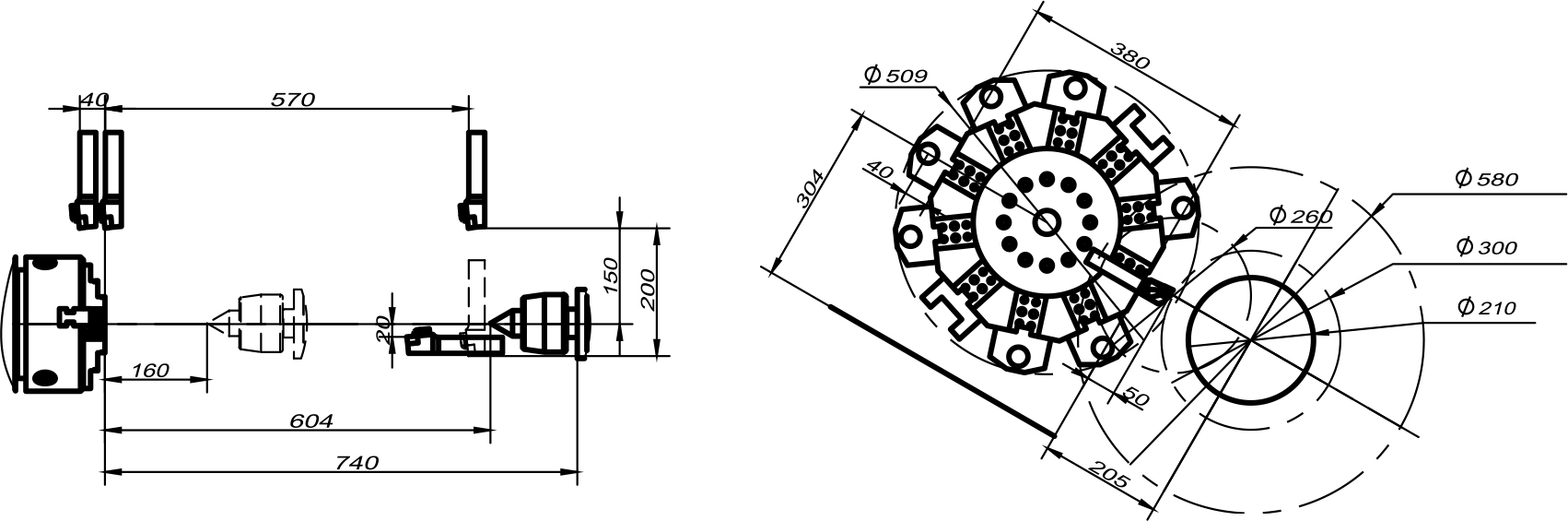
Tool Interferogram
CDS200M CNC Slant Bed Lathe Machine Specification
| Configuration | CDS200M | |||
| Machining Capacity | Maximum Swing Over Bed | φ/mm | 580 | |
| Maximum Swing Over Slide | φ/mm | 300 | ||
| Maximum Machining Length | mm | 320 | 520 | |
| Maximum Machining Diameter | φ/mm | 200 | ||
| Maximum Diameter of Bar | φ/mm | 50 | ||
| Built-in Spindle | Spindle Head Type | GB59001 | A2-6 | |
| Spindle Taper Hole | φ/mm | 62 | ||
| Spindle Speed Range | r/min | 50-4500 | ||
| Spindle Output Torque | N·m | 109 | ||
| Main Motor Power | kW | 18.5 | ||
| Chuck Type | Hydraulic Through Chuck | |||
| Chuck Size | inch | 8" | ||
| Feed Rate | Rapid Traverse Speed On X-axis | m/min | 30 | |
| Rapid Traverse Speed On Z-axis | m/min | 30 | ||
| Servo Motor Torque On X-axis | N·m | 15 | ||
| Servo Motor Torque On Z-axis | N·m | 15 | ||
| Servo Motor Torque On Z1-axis | N·m | 6 | ||
| X-axis Travel | mm | 190 | 190 | |
| Z-axis Travel | mm | 350 | 550 | |
| Z1-axis Travel | mm | 320 | 520 | |
| Guideway Type | Roller Linear Guideway | |||
| Turret | Turret Type | 12 Post Driven Tool Turret(BMT55) | ||
| Turning Tools/Boring Bar Size | mm | 25×25/φ40/ER32 | ||
| Tailstock | Tailstock Type | Servo Programmable | ||
| Tailstock Sleeve Diameter | φ/mm | 74 | ||
| nternal Taper of Tailstock Sleeve | MT5 | |||
| Power Source | Total Rated Power | KVA | 21 | |
| Total Rated Current | A | 45 | ||
| Dimension | Machine Weight | kg | 3700 | 4000 |
| Machine Dimension | L*W*H(mm) | 2310×1820×1920 | 2510×1820×1920 | |
Please note that there may be slight differences in appearance and parameter depending on your options.
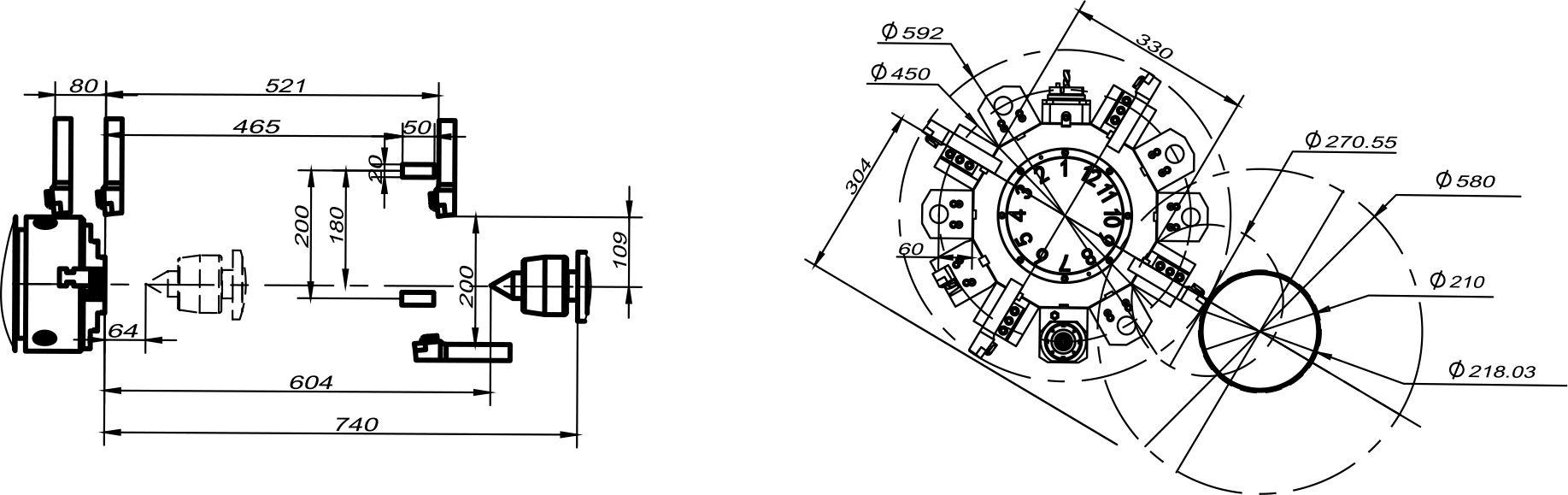
Tool Interferogram
Frequently Asked Questions
Q1: What is a built-in spindle, and why does it matter on the CDS200 series?
A built-in spindle — also referred to as a motorised spindle or integral spindle motor — integrates the spindle motor directly into the spindle unit rather than driving the spindle through a belt, gearbox, or coupling. This eliminates transmission losses, reduces mechanical noise and vibration, improves thermal stability, and allows significantly higher spindle speeds compared to belt-driven or geared alternatives. On the CDS200 series, the built-in spindle is the defining performance feature — enabling higher cutting speeds, finer surface finishes, and better accuracy at elevated RPM than conventionally driven machines in the same class.
Q2: What are the differences between the CDS200, CDS200L, and CDS200M?
The CDS200 is the standard-length precision slant bed lathe with built-in spindle, optimised for disc-shaped and short cylindrical precision components. The CDS200L extends the turning length between centres to accommodate longer workpieces such as shafts, rollers, and lead screws. The CDS200M adds a live tooling turret and C-axis control, enabling milling, drilling, and tapping operations within the same setup as turning — making it a full turn-mill platform with all the accuracy benefits of the built-in spindle motor.
Q3: What machining accuracy does the CDS200 series achieve?
The CDS200 series achieves high-accuracy classification through the combination of the built-in spindle's minimal runout and vibration characteristics, precision-ground ball screws with backlash compensation, hardened guideway systems, and closed-loop positional feedback. These features collectively produce surface finish and dimensional repeatability suitable for precision hydraulic components, automotive precision parts, medical device turning, and aerospace subcontract machining.
Q4: What spindle speed range does the built-in spindle on the CDS200 achieve?
Built-in spindle motors on the CDS200 series typically achieve significantly higher maximum RPM than belt-driven equivalents of similar power — often exceeding 4,000 to 6,000 RPM depending on spindle size and motor specification. This high-speed capability is particularly valuable when machining small-diameter components in aluminium, brass, or other non-ferrous materials where surface speed requirements cannot be met by lower-RPM conventional spindles.
Q5: Is the CDS200M capable of complete part machining in a single setup?
Yes. The CDS200M with built-in spindle and live tooling turret is specifically designed for single-setup complete part machining. Turning, boring, threading, milling, drilling, and tapping operations can all be programmed and executed within a single part program without re-fixturing. This eliminates positioning errors introduced by workpiece re-clamping, reduces total cycle time, and frees downstream machines from secondary operations.
Q6: What materials can the CDS200 series machine effectively handle?
The CDS200 series handles a wide range of engineering materials, including carbon and alloy steels, stainless steels, hardened steels (with appropriate tooling), aluminium alloys, brass, copper, titanium, and engineering plastics. The built-in spindle's vibration-free high-speed operation is particularly advantageous when machining aluminium and non-ferrous alloys, where high surface speeds are needed to achieve the required surface finish quality.
Q7: What CNC control systems are available for the CDS200 series?
The CDS200 series is available with FANUC 0i-TF and Siemens 828D as the primary control options. The CDS200M variant with live tooling requires C-axis and milling cycle capability, which both FANUC 0i-TF and Siemens 828D support as standard on their turn-mill configurations. Control system selection should be made at the order stage to align with the operator's existing programming infrastructure.
Q8: What maintenance is specific to the built-in spindle on the CDS200?
The built-in spindle on the CDS200 series requires periodic inspection of the integrated motor cooling system — typically liquid cooling or forced air cooling — to ensure thermal management remains effective. Spindle bearing condition should be monitored via vibration analysis at recommended intervals, as built-in spindle bearing replacement is a more involved procedure than on conventional belt-driven designs. Following the manufacturer's spindle warm-up cycle protocol during cold-start conditions is also important for preserving bearing life and maintaining accuracy.


KEEP IN TOUCH
About Us

Taizhou Eastern CNC Technology Co., Ltd.
We are a well-known brand and professional wholesale CDS200/CDS200L/CDS200M CNC Slant Bed CNC Lathe Machine with Bulit-in Spindle in China. It is committed to providing professional machine tools and production application solutions to global users, and actively provides customization. It has more than 650 employees. With different models and more than 40 derivative products, we strive to achieve the vision goal of "building a famous brand in the machine tool equipment manufacturing industry".
Certificate Of Honor


News
-
Overview In the metal-cutting industry, the "machine bed" is a component often overlooked by buyers, yet it is the decisive factor in whether a lathe can operate with long-term stability. While the v...
READ MORE -
Introduction In the past two years, many small and medium-sized machine shops have faced a common set of challenges: difficulty in recruiting skilled labor, shrinking batch sizes, and increasingly co...
READ MORE -
Overview Talk to anyone who's actually run a metalworking lathe for a living, and one thing comes up again and again: get the machine wrong, and every step after that gets harder. A shaft that's only...
READ MORE -
Abstract Double-turret CNC lathes and dual-spindle CNC lathes are two machine tool configurations frequently discussed together in the field of precision parts manufacturing. While both aim to boost ...
READ MORE -
Abstract As the demand for precision manufacturing continues to evolve, Y-axis lathes are increasingly becoming a focal point for manufacturing enterprises. Compared to traditional CNC lathes, Y-axis...
READ MORE
How to buy CNC machine tools
-
01
Contact Us
All of your quotes will be answered within 2 hours by our professional sales support.
-
02
Get A Free Quote
Use reliable parts and components to ensure product quality.
-
03
Fast Delivery
You can expect your order fulfilled within 60 days after placing the order.
-
04
After-sale Support
All our products come with a one-year warranty.
-

-

sales@east-cnc.com
-

Shangma Industry Area, Shitang Town, Wenling City, Taizhou, Zhejiang, China.
-

Products
Message
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Machine Tool Manufacturer Privacy Policy