


Contact Us
All of your quotes will be answered within 2 hours by our professional sales support.
Industry News
 2025.12.19
2025.12.19
 Industry News
Industry News
Contents
Screw cutting on lathe is a common forming method in lathe machining. Its basic principle is to establish a fixed transmission relationship between the rotational motion of the lathe spindle and the linear feed motion of the cutting tool, allowing the tool to cut along the workpiece axis according to a specific pitch pattern, thus forming a continuous helical groove on the workpiece surface.
In practical operation, the spindle speed is transmitted to the screw through gears or a variable speed mechanism, and the screw then drives the carriage to achieve synchronous feed. The cutting tool is usually a single-point thread turning tool, whose cutting edge shape matches the thread profile angle of the workpiece. The desired thread shape and size are obtained through multiple cuts, gradually increasing the cutting depth.
During operation, the operator needs to reasonably select the spindle speed, feed method, and cutting depth to ensure the stability of the thread profile and surface quality.
Single-point thread cutting is a widely used machining method, characterized by strong adaptability and flexible adjustment of thread specifications, suitable for various thread types and different batch sizes.
In addition to single-point cutting, common thread machining technologies include:
In comparison, lathe single-point thread cutting offers greater flexibility in precision adjustment and pitch variation, making it particularly suitable for teaching, prototyping, and non-standard thread machining.
On a lathe, various common thread types can be machined, and different threads have differences in tool geometry and cutting methods.
| Thread Type | Common Applications | Tool Characteristics | Machining Considerations |
| Metric Triangular Thread | General connection | Tool tip angle matches thread profile | Pay attention to pitch and feed synchronization |
| Inch Thread | Mechanical connection | Tool tip angle differs from metric | Requires correct pitch conversion |
| Trapezoidal Thread | Transmission mechanism | Symmetrical cutting edge angles on both sides of the tool | Side cutting forces need to be balanced |
| Square Thread | Transmission and positioning | Complex tool shaping | Usually requires multiple cutting passes |
| Sawtooth Thread | Unidirectional force | One cutting edge angle is larger | Pay attention to tool mounting direction |
Proper selection of tool material, cutting edge angle, and mounting height helps reduce cutting resistance and improve the stability of thread formation.
In lathe thread cutting, the screw is a key component for controlling the pitch. Through its transmission relationship with the spindle, it ensures that the carriage moves a fixed axial distance for each revolution of the spindle.
The half-nut is installed inside the carriage and engages with the screw during thread cutting, allowing the carriage to achieve synchronized feed. During thread cutting, the half-nut usually remains engaged to prevent pitch irregularities. After completing a cutting pass, the tool returns to the starting position by lateral retraction or reversing the spindle.
In addition, adjusting the change gears or speed change mechanism directly affects the rotational speed of the screw and is an important means of machining threads with different pitches.
Thread machining accuracy is affected by various factors, including machine tool condition, tool wear, operating method, and measurement method. To effectively control errors, the following aspects can be considered:
Through standardized operating procedures and reasonable process arrangements, stable and reliable thread machining results can be achieved under conventional lathe conditions.
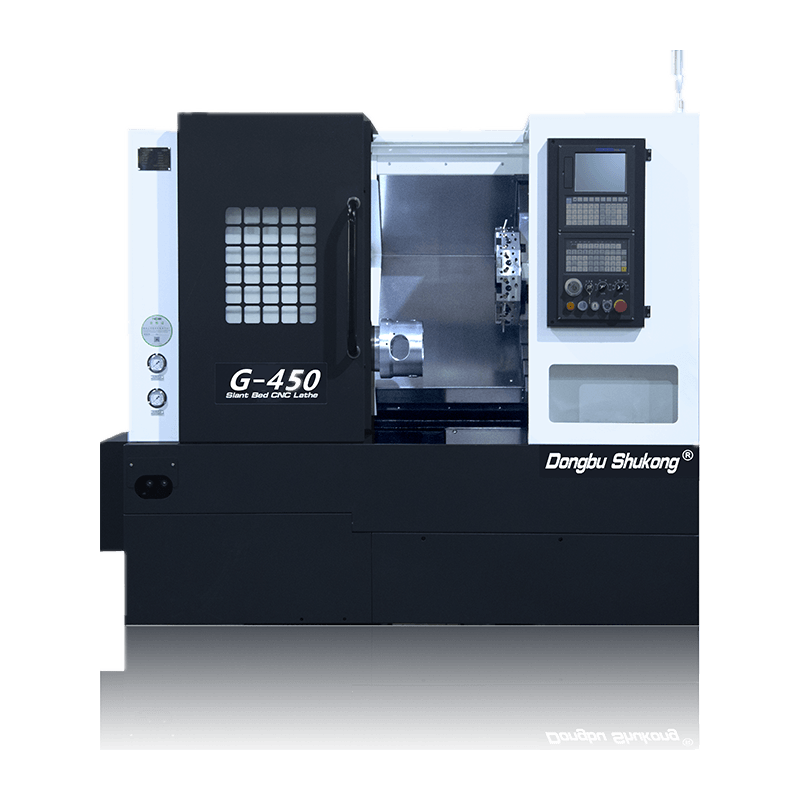
Eastern CNC is a machine tool company specializing in the research and development and manufacturing of CNC lathes. Its products cover multiple series, including slant bed lathes, vertical lathes, and automated production lines. The company's flat bed series CNC lathes feature a high-rigidity bed structure, advanced CNC control system, and high-precision transmission mechanism, suitable for various machining tasks such as general turning, thread machining, and heavy cutting. The flat bed design helps improve mechanical stability, providing better vibration suppression and dimensional control capabilities when performing machining tasks that require high dynamic accuracy, such as thread turning.
This flat bed lathe is positioned for medium cutting capacity and general machining applications. The bed adopts a horizontal design, possessing good rigidity and stability, suitable for conventional machining tasks such as external turning, face machining, and thread cutting.
Depending on different machining requirements, it can be equipped with appropriate tool systems and CNC feed settings. For thread machining, optimizing feed parameters and tool geometry can achieve high contour accuracy and machining consistency.
Main Features

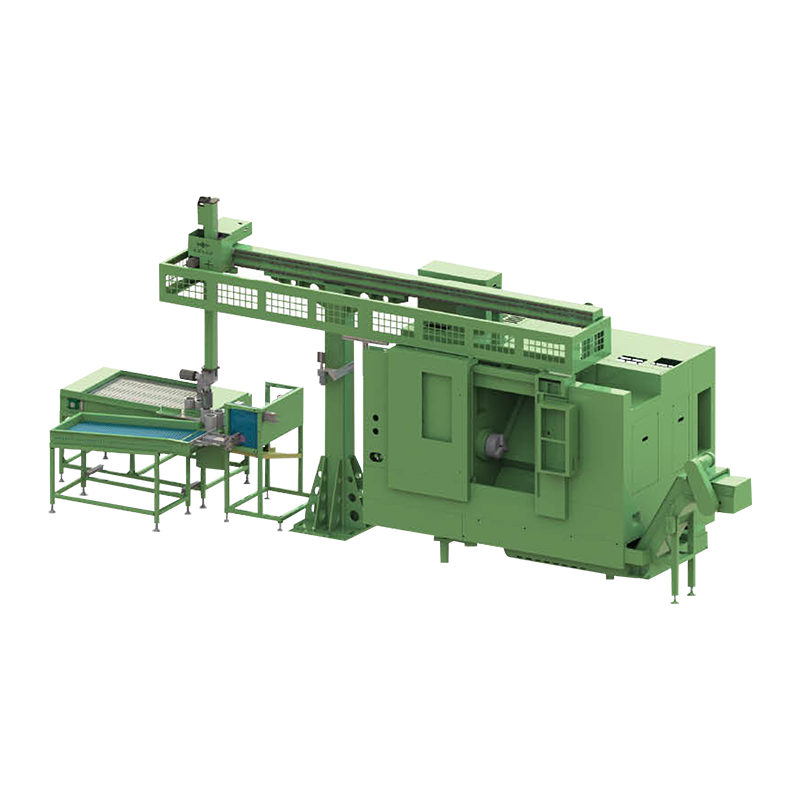
This series of models has a larger machining capacity, suitable for cutting longer workpieces such as shaft parts, especially in thread forming, supporting the machining of larger diameters and longer thread sections. Its bed and guide rail design optimizes bending rigidity, helping to reduce deformation errors during deep cutting or long-stroke feeding.
Main Features

Q1: What is lathe thread turning?
A: Lathe thread turning is a method of machining helical grooves on the surface of a workpiece by synchronizing the rotation of the spindle with the axial feed of the cutting tool. This process relies on the lathe's transmission system to maintain a fixed pitch relationship, thus forming the desired thread shape.
Q2: Why is a screw needed for thread turning?
A: The screw is used to convert the rotational motion of the spindle into the linear feed motion of the carriage, maintaining a fixed transmission ratio between the two. Through the screw, it is ensured that the cutting tool moves axially by a stable pitch for each rotation of the spindle.
Q3: What machining scenarios are suitable for single-point thread cutting?
A: Single-point thread cutting is suitable for machining various thread specifications, especially for non-standard threads, small-batch production, and teaching and prototyping scenarios. Its advantages include flexible pitch adjustment and strong tool versatility.
Q4: What common thread types can be machined on a lathe?
A: Common thread types include triangular threads, trapezoidal threads, square threads, and sawtooth threads. Different thread types have different requirements for tool geometry, cutting methods, and feed parameters.
Q5: How is machining accuracy controlled during thread turning?
A: Accuracy control usually starts from the machine tool condition, tool geometric accuracy, layered cutting method, and feed synchronization. By setting reasonable cutting parameters and performing multiple shallow cuts, pitch and thread profile errors can be reduced.
Q6: What is the function of the half-nut during thread cutting?
A: The half-nut engages with the screw during thread cutting, providing the carriage with a stable synchronized feed. During the machining of the same thread, the half-nut usually remains engaged to avoid pitch misalignment.
Q7: How is the thread checked after screw cutting on lathe is completed?
A: After machining, the pitch, thread profile, and surface condition can be checked using thread gauges or other measurement methods to confirm whether the thread dimensions meet the design requirements.
RECOMMENDED PRODUCTS
All of your quotes will be answered within 2 hours by our professional sales support.
Use reliable parts and components to ensure product quality.
You can expect your order fulfilled within 60 days after placing the order.
All our products come with a one-year warranty.
sales@east-cnc.com
Shangma Industry Area, Shitang Town, Wenling City, Taizhou, Zhejiang, China.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Machine Tool Manufacturer Privacy Policy