

Contact Us
All of your quotes will be answered within 2 hours by our professional sales support.
Industry News
 2026.07.03
2026.07.03
 Industry News
Industry News
Contents
Talk to anyone who's actually run a metalworking lathe for a living, and one thing comes up again and again: get the machine wrong, and every step after that gets harder. A shaft that's only a few dozen millimeters across doesn't need anything close to what a wind turbine bearing flange requires — different world, really. Spindle power. Bed angle. Machine structure. Even how the part gets loaded and unloaded. All of it needs to fit the job, not the other way around. Buy the metalworking lathe and sort out the problems later, and you'll usually end up paying for that mistake. Better to nail down the part's dimensions and what the machining actually calls for, then go looking for the right lathe.
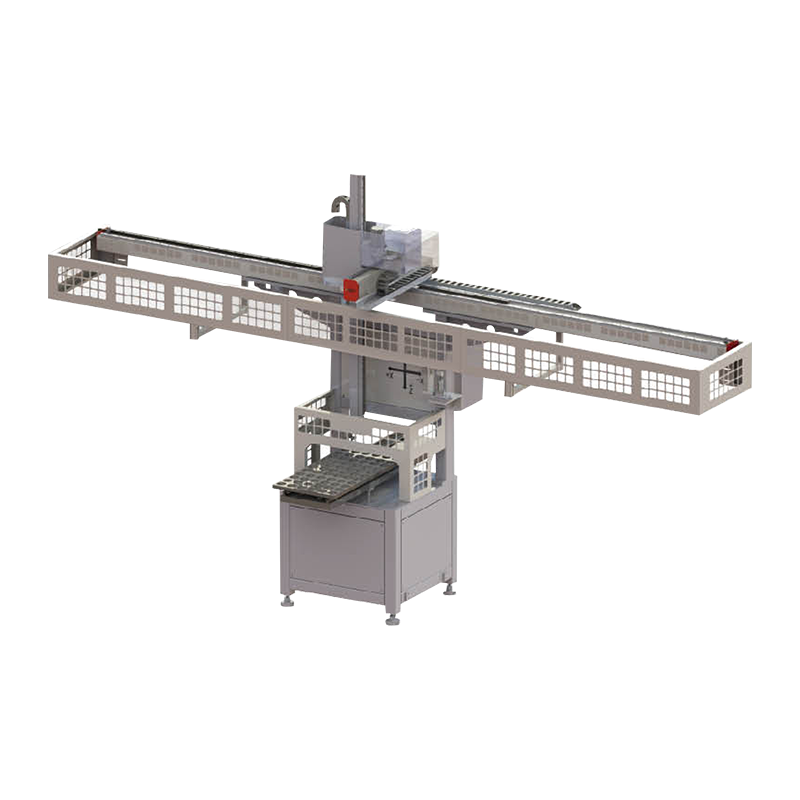
Shafts, connectors, parts like that — they tend to need two things at once: real precision and a surface finish that won't embarrass anyone, usually while being churned out in high volume. Small slant-bed CNC lathes handle this combination reasonably well. There's a practical reason for that. The slant-bed layout lets chips fall away on their own instead of building up around the cutting zone, which keeps the workpiece clear while it's being machined. Over the long run, that adds up to steadier results, and it also makes the machine easier to hook up with automatic loading and unloading systems.
Small doesn't always mean simple, though. Plenty of these parts have off-center holes or need a flat section milled in, and once you hit that point, plain turning just isn't going to cut it — literally. That's where a turn-mill setup comes in. Take the 200MSY, a Y-axis turn-mill lathe: it starts from the same slant-bed foundation, then adds a Y-axis and a sub-spindle, so turning and milling can both happen without moving the part. That last part matters more than people sometimes realize. Skip the repositioning, and you keep things consistent on tricky components — miniature precision shafts, connector housings, that sort of thing — while also dodging the headaches that come with clamping the part a second time.

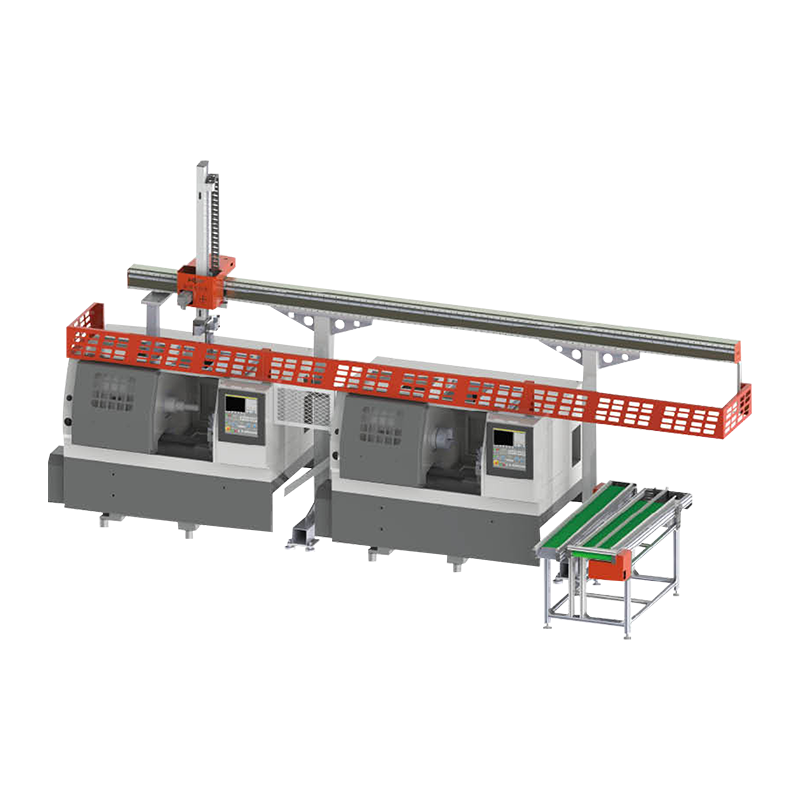
Take valve bodies, pump housings, and flanges — bigger than your typical small shaft part, and there's more material that needs to come off. Small lathes hit their limit fast here, not enough spindle power, not enough swing. So people usually reach for a medium-to-large slant-bed CNC lathe instead. Same core traits as smaller slant-bed machines — chips clear out fine, the structure stays solid — just scaled up to deal with the extra weight and bigger swing diameter.
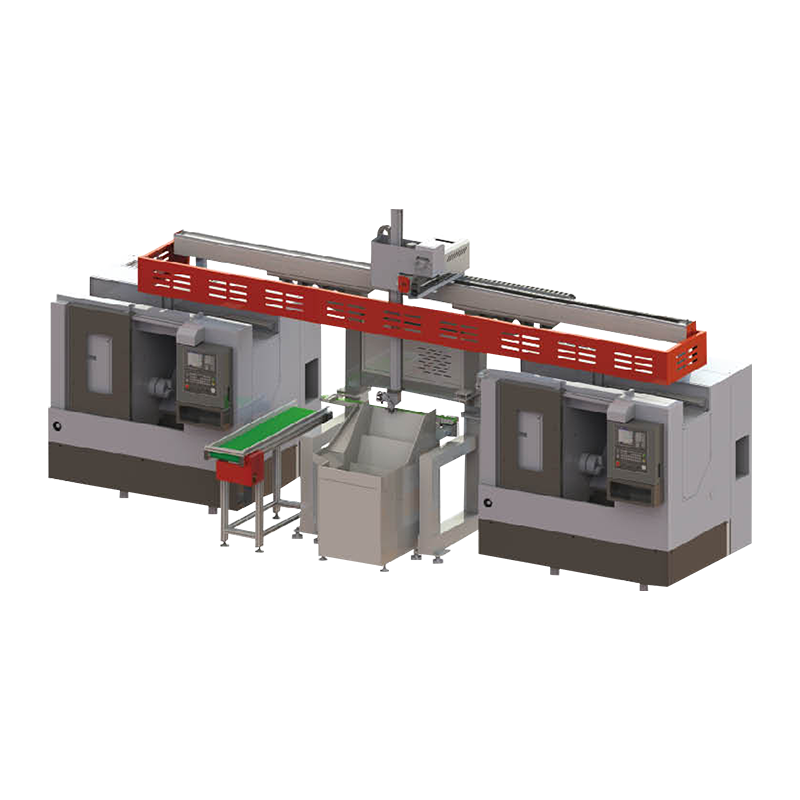
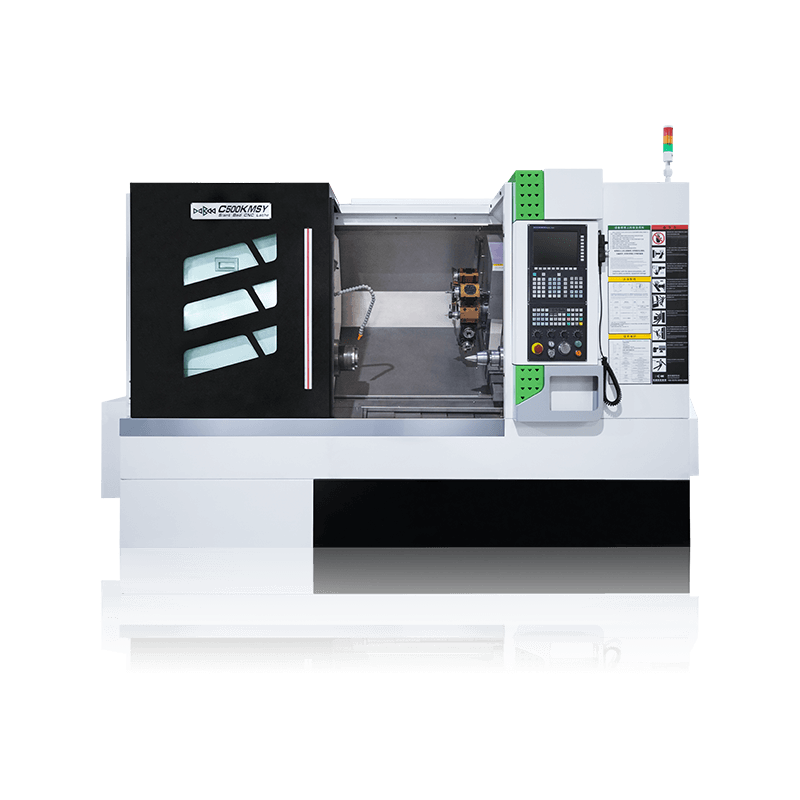
Here's the thing about valve bodies and pump bodies: both ends usually need something done to them. Turn the OD, drill one side, then flip it to face and tap the other. Do that by hand and you're looking at wasted time, plus keeping the two ends properly aligned gets tricky fast. This is where dual-spindle machines earn their keep. Look at the C500KMSY — main spindle finishes one end, hands the part straight to the sub-spindle, no flipping, no re-clamping, nobody touching it in between. When the two ends need to line up precisely — and with flanges and valve bodies, they usually do — this setup just skips several steps that would otherwise slow things down.
Heavy weight, wide diameters — that's the reality with wind power bearings and large flanges, and it means load-bearing capacity and rigidity aren't optional on the lathe side, they're the whole point. Slant-bed lathes do chip clearance well, nobody's arguing that, but heavy loads were never really their strong suit. Heavy-duty flat-bed CNC lathes fill that gap better. The flat-bed structure just handles heavy workpieces with more stability, and once you pair it with a gear-driven spindle, it can take on cutting forces these jobs actually demand. The C5055 fits this description — built specifically for large-diameter, heavy-load horizontal turning.
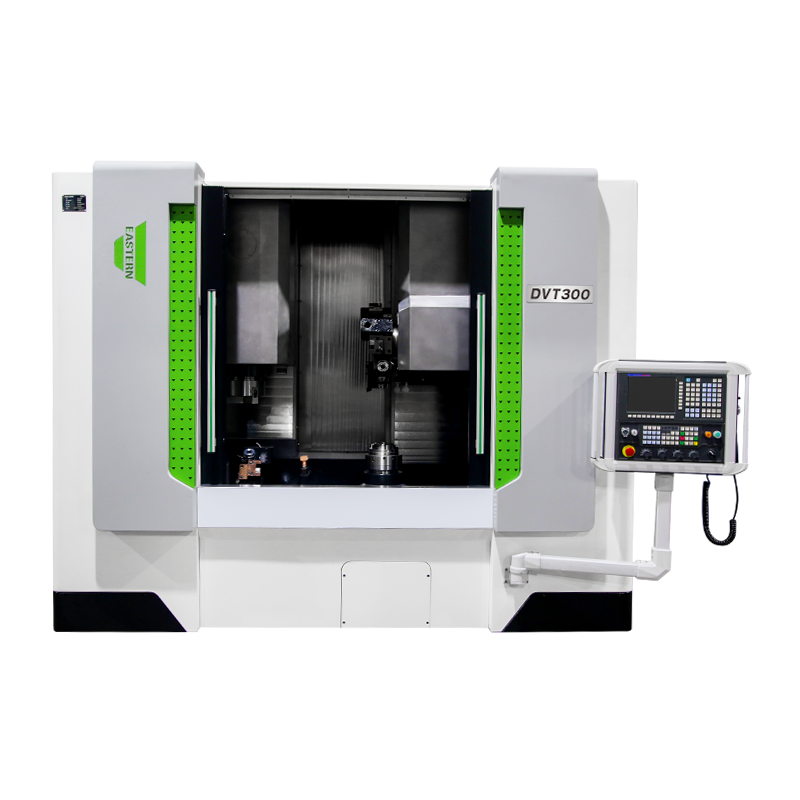
Not every large part is shaped like a long shaft, though. Wind power bearing rings, heavy flanges — some of these look more like thick disks, wide across but short in length. Clamp something like that horizontally and you're in for a rough time — loading, unloading, and the center of gravity all working against you. Vertical CNC lathes take a different approach: the part sits flat on a rotating table, spindle running vertically, which makes clamping and alignment a lot less painful. The VTC100 was built with this exact shape in mind — wind power bearings and large flanges are pretty much the textbook use case.

| Part Type | Examples | Recommended Machine Model |
| Small precision parts | Precision shafts, connectors | Small slant-bed CNC lathe |
| Small parts with complex features | Shafts with eccentric holes or milling features | Y-axis turn-mill center (200MSY) |
| Medium-sized parts | Valve bodies, pump bodies, flanges | Medium-to-large slant-bed CNC lathe |
| Medium-sized parts requiring machining on both ends | Valve bodies, pump bodies | Dual-spindle CNC lathe (C500KMSY) |
| Large, heavy-duty parts | Large flanges, heavy shafts | Heavy-duty flat-bed CNC lathe (C5055) |
| Large disc-shaped parts | Wind power bearings, large flanges | Vertical CNC lathe (VTC100) |
Can a single lathe handle both small and large parts?
Technically, yes, up to a point — some slant-bed lathes have a swing capacity that covers a decent size range. But running something like a tiny precision shaft and a large bearing ring on the same machine usually isn't the smart move. Matching each part type to equipment built for it tends to give more consistent, stable results in the long run.
Are Y-axis turn-mill lathes only necessary for complex parts?
Pretty much, yes. A Y-axis paired with a sub-spindle exists mainly to deal with off-center features or machining that needs to happen on both ends of a part. If what you're working with is a straightforward rotational component, a standard slant-bed lathe will usually get the job done — no need to bring in a turn-mill setup for that.
Why use a vertical lathe for large parts instead of a horizontal one?
It comes down to how the part sits during machining. Vertical lathes have a horizontally positioned worktable, which makes clamping large-diameter, flat parts a lot more manageable and keeps things stable. Try that on a horizontal lathe, and the part's weight and orientation start working against you, making clamping far trickier than it needs to be.
How does bed angle affect machining?
Slant-bed metalworking lathes clear chips well and hold up rigidly, which makes them a solid fit for small-to-medium parts. Flat-bed lathes work differently — they're built to absorb heavier cutting forces and loads, which is why they're usually the go-to option when large parts are involved.
RECOMMENDED PRODUCTS
All of your quotes will be answered within 2 hours by our professional sales support.
Use reliable parts and components to ensure product quality.
You can expect your order fulfilled within 60 days after placing the order.
All our products come with a one-year warranty.
sales@east-cnc.com
Shangma Industry Area, Shitang Town, Wenling City, Taizhou, Zhejiang, China.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Machine Tool Manufacturer Privacy Policy